

船舶製造の範囲内で、はんだ付け技術は船舶の建造サイクル、コスト、品質に決定的な役割を果たす重要な要素の 1 つです。従来のアーク溶接は広く使用されていますが、溶接欠陥、変形、および大量の修正作業が発生するため、業界では常に厄介な問題となってきました。科学技術の継続的な進歩に伴い、効率と精度という大きな利点を持つレーザー溶接技術が徐々に出現し始めています。この記事の目的は、造船業界に効率的で高品質かつ低コストの溶接ソリューションを提供するために、主にレーザーの選択を最適化することによって船舶用鋼板の溶接プロセスを探索および開発し、厚さ 4 mm から 20 mm の船舶用炭素鋼に関する体系的な研究を行うことです。
01 レーザーアークハイブリッド溶接技術の背景とメリット
船舶の船体建造において、船舶の溶接工数は全工数の約30~40%を占めます。同様に、コストに占める割合も高くなります。伝統的なアーク溶接プロセスは成熟していますが、中厚および厚さの炭素鋼板を溶接する場合、効率が非常に低く、変形が発生しやすいです。この技術は、レーザー溶接技術、特にレーザーとアークを組み合わせた溶接技術を使用し、高エネルギー密度と低入熱という特性を利用してこれらの問題を効果的に解決します。この技術は溶接効率の向上だけでなく、溶接時に発生する変形を大幅に低減し、後工程での修正作業を軽減し、造船業界に革新的な変化をもたらします。
02 レーザー・アークハイブリッド溶接技術のコアとブレークスルー
この研究では、出力、速度、ワイヤ間隔、ワイヤの種類、アーク長補正、誘導方法など、レーザーアークハイブリッド溶接プロセスのさまざまなパラメータが最適化され、4〜20mmの炭素鋼船舶プレートの溶接中に発生する変形と欠陥の問題を解決することに成功し、片面溶接と両面成形の効果を達成し、効率的な船舶溶接のための信頼できる技術ソリューションを提供しました。
1. レーザー・アークハイブリッド溶接技術
レーザー-アークハイブリッド溶接技術は、レーザー溶接とアーク溶接の利点を組み合わせたものです。レーザーとアークの相互作用により、より高いブリッジ能力とより安定した溶接プロセスを実現します。単一の溶接方法と比較して、この技術には主に 4 つの側面で明らかな利点があります。 1つ目は、架橋能力が高く、溶融領域が広く、架橋能力が良好で、中厚板および厚板の溶接に適しています。 2 つ目は、残留応力と変形が低く、線エネルギーが低いため、溶接プロセス中の残留応力と変形が効果的に軽減されます。 3つ目は高効率で、溶接速度が速くなり、生産効率が大幅に向上します。 4 つ目は、強力なプロセス適応性です。ワークピースの組み立てギャップの影響を受けにくく、適応性が高くなります。
2.船舶プレート溶接におけるレーザープロセスパラメータの影響
![图片[1]-4〜20mmの炭素鋼を片面溶接し、両面に成形します。 Rayco の 10,000 ワット レーザーは、造船業界のコスト削減と効率の向上に役立ちます。-大連富泓機械有限公司](/wp-content/uploads/2026/07/1783966123973_0.png)
![图片[2]-4〜20mmの炭素鋼を片面溶接し、両面に成形します。 Rayco の 10,000 ワット レーザーは、造船業界のコスト削減と効率の向上に役立ちます。-大連富泓機械有限公司](/wp-content/uploads/2026/07/1783966123973_1.png)
図 1 レーザーアークハイブリッド溶接プロセスプラットフォーム
これは次のように書き換えることができます。 図 1 は、レーザー アーク ハイブリッド溶接プロセスのテスト プラットフォームを示すために使用されます。レーザー、ロボット、レーザー加工ヘッド、溶接機、作業台で構成されます。光源にはRFL-(200μm)レーザーを使用しています。プロジェクトを徹底的に検討した結果、レーザー出力、溶接速度、ワイヤ送給速度、アーク電流などの主要なプロセスパラメータが、厚さ4mm~20mmの船舶プレート用に最適化されました。実験の結果、レーザー出力が7〜9kW、溶接速度が20〜30mm/sの場合、厚さ12mmのQ345B船板はアンダーカットや溶接バリなどの欠陥なしで溶接シームを形成できることがわかりました。

図2 溶接部の表面形態(v=20mm/s)
図3 溶接部の表面形態(v=25mm/s)
3.さまざまな溶接ワイヤの種類が船板溶接に及ぼす影響
溶接のプロセスにおいて、溶接ワイヤの選択は実際に溶接の品質に非常に重要な影響を与えます。この研究では、フラックス入り溶接ワイヤはソリッドコアワイヤと比較して、溶接部の流動性、充填性、機械的特性の点で優れていることがわかりました。特に溶接速度が速い場合、フラックス入りワイヤは溶接部をより良く充填する能力を備えており、それによって溶融不足などの欠陥が発生する可能性が減少します。ただし、良好な保管条件が利用できない状況では、ソリッドワイヤも信頼できる選択肢であり、アーク長補正パラメータのみを適切に調整する必要があります。
表1 2種類の溶接ワイヤの溶接シーム形成寸法結果
![图片[4]-4〜20mmの炭素鋼を片面溶接し、両面に成形します。 Rayco の 10,000 ワット レーザーは、造船業界のコスト削減と効率の向上に役立ちます。-大連富泓機械有限公司](/wp-content/uploads/2026/07/1783966123973_5.png)
![图片[5]-4〜20mmの炭素鋼を片面溶接し、両面に成形します。 Rayco の 10,000 ワット レーザーは、造船業界のコスト削減と効率の向上に役立ちます。-大連富泓機械有限公司](/wp-content/uploads/2026/07/1783966123973_6.png)
図4 溶接部の表面形態
![图片[6]-4〜20mmの炭素鋼を片面溶接し、両面に成形します。 Rayco の 10,000 ワット レーザーは、造船業界のコスト削減と効率の向上に役立ちます。-大連富泓機械有限公司](/wp-content/uploads/2026/07/1783966123973_7.png)
図5 溶接部の断面形状
03 誘導方法と光ワイヤー間隔が船板溶接に及ぼす影響
溶接の品質に関しては、レーザーとアークの誘導方法、および光フィラメント間の間隔も重要です。ガイド法を変えた場合の溶接断面の形状とX線検査の結果をそれぞれ図6、図7に示します。実験から、溶接幅の点ではレーザーガイドアーク法の方が優れており、溶接の安定性の点ではアークガイドレーザー法の方が有利であることがわかります。実際のアプリケーションでは、特定のニーズに応じて適切なガイド方法を選択できます。同時に、光ファイバー間隔の最適範囲は 1mm ~ 4mm です。この範囲内では、レーザーとアークの結合効果が最も強くなり、溶接効果が最も良くなります。以下の表 2 と以下の図 8 は、異なる光ワイヤ間隔での 4 mm 船板溶接の出力と溶接表面の形態に影響を与える溶接プロセス パラメータを示しています。
![图片[7]-4〜20mmの炭素鋼を片面溶接し、両面に成形します。 Rayco の 10,000 ワット レーザーは、造船業界のコスト削減と効率の向上に役立ちます。-大連富泓機械有限公司](/wp-content/uploads/2026/07/1783966123973_8.png)
図6 溶接部の断面形状
![图片[8]-4〜20mmの炭素鋼を片面溶接し、両面に成形します。 Rayco の 10,000 ワット レーザーは、造船業界のコスト削減と効率の向上に役立ちます。-大連富泓機械有限公司](/wp-content/uploads/2026/07/1783966123973_9.png)
図7 X線検出結果
表 2 溶接プロセスパラメータ
![图片[9]-4〜20mmの炭素鋼を片面溶接し、両面に成形します。 Rayco の 10,000 ワット レーザーは、造船業界のコスト削減と効率の向上に役立ちます。-大連富泓機械有限公司](/wp-content/uploads/2026/07/1783966123973_10.png)
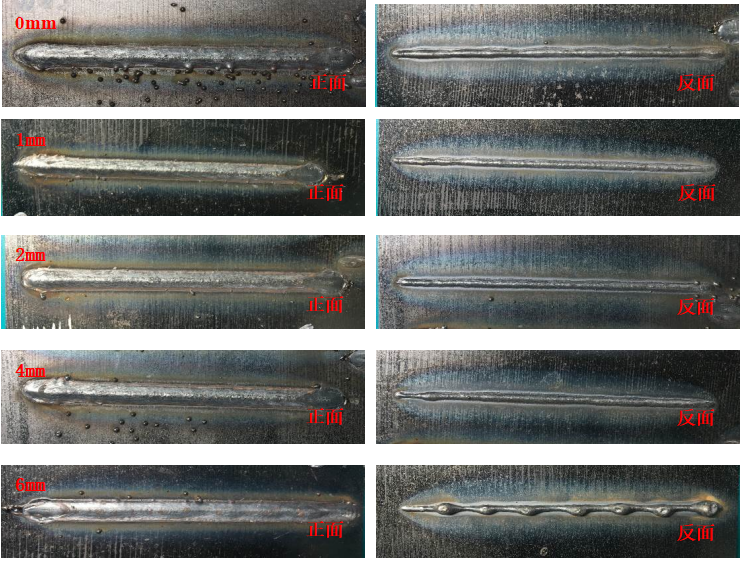
図8 溶接部の表面形態

04 レーザー・アークハイブリッド溶接技術の研究概要
船舶板をレーザー・アークハイブリッド溶接する場合、最適な速度範囲があり、20mm/s~60mm/sとなります。より良い溶接継手の性能を得るには、フラックス入り溶接ワイヤを優先して製造する必要があります。このとき、アーク長補正の最適値は 0 ~ 20 です。保管条件がこれ以上優れない場合は、ソリッドコア溶接ワイヤを使用することをお勧めします。この場合、円弧長補正の最適パラメータ範囲は 0 ~ +10 となります。光学フィラメントの間隔にも 1mm ~ 4mm の範囲の最適な範囲があり、溶接ガンとワークピース間の角度にも 45° ~ 60°の範囲の最適な範囲があります。
レーザー非貫通溶接を行う場合には、レーザー・アークハイブリッド溶接法が好ましい。レーザー浸透溶接を行う場合には、アークレーザーハイブリッド溶接法が好ましい。船舶プレート貫通溶接プロセスに適応パラメータ調整機能がない場合、溶接プレートギャップは0.5mm以内に制御されます。ギャップが >0.5 mm になると、レーザー スイング アーク ハイブリッド溶接、デュアル ワイヤ ハイブリッド溶接方法を検討したり、溶接プロセス中に適応パラメータ機能を追加したりできます。
船舶板厚4mm~14mmの範囲では、レーザー・アークハイブリッド溶接により片面溶接と両面成形の効果が得られます。適切な形状の溶接を実現できるのは 1 パスだけです。船板厚が14mmを超える場合は多パス溶接が必要となります。片面マルチパス溶接または両面溶接を使用して、適切な形状の溶接を実現できます。 4mm ~ 20mm の船舶プレート溶接シームのマクロおよびミクロ、X 線、引張および硬度の試験はすべて、「CCS 中国分類協会の材料および溶接規則」規格の要件を満たしています。
Raycus Laser は、中厚および厚さの炭素鋼材料のレーザー溶接技術に画期的な進歩をもたらしました。この画期的な技術は、複数の船舶製造プロジェクトに適用されて成功しています。溶接プロジェクト完了後に溶接品質を検査したところ、造船業界の基準に適合した結果が得られたため、顧客から高い評価を得ることができました。
効率的で高品質の溶接技術に対する造船業界の需要が日に日に高まっているため、レーザーアークハイブリッド溶接技術はより広範な開発領域の到来をもたらすことになります。 Raycus Laser は、この分野での開発を継続し、プロセスパラメータの最適化を継続し、機器の性能を継続的に向上させることで、造船業界により高度で信頼性の高い溶接ソリューションを提供していきます。












コメントなし