
日常生活でよく使用される溶接機の種類には、二次溶接機とアルゴンアーク溶接機があることは誰もが知っています。それでは、この 2 つの違いは何でしょうか?
1. さまざまな保護ガス
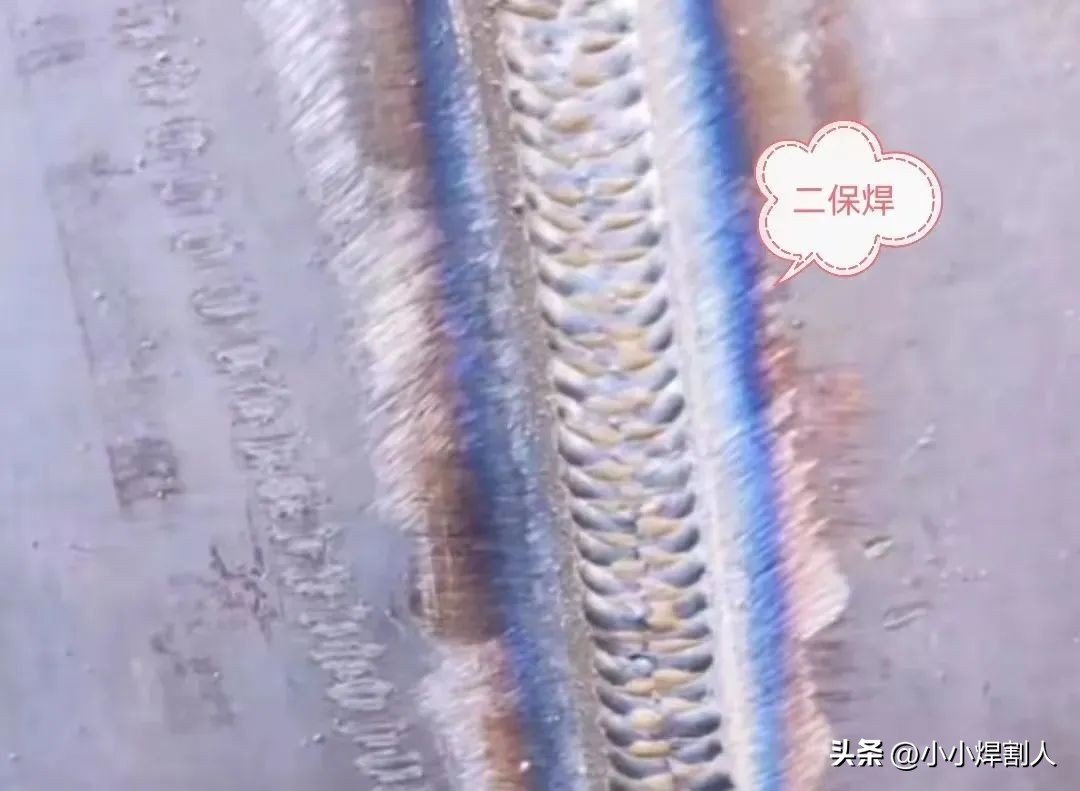
1. 二次保護溶接はアーク溶接の一種です。 CO2を保護ガスとして使用する方式を採用し、高効率溶接を実現します。 CO2溶接、二次保護溶接とも呼ばれます。ガスシールド溶接とも呼ばれます。
2. アルゴンガスを保護ガスとして使用するアルゴンアーク溶接というはんだ付け技術があります。アルゴンガスシールド溶接とも呼ばれます。アーク溶接周囲に保護ガスであるアルゴンガスを流し、溶接部外の空気を遮断し、溶接部の酸化を防ぐ方法です。
2. 異なる原則
1. 二次溶接の場合、溶接ワイヤと溶接部を2つの電極としてアークを発生させ、アークの熱で金属を溶かし、保護ガスとして炭酸ガスを使用してアークと溶融池を保護し、最終的に良好な溶接継手を得ることができます。
2. アルゴンアーク溶接は高電圧降伏アークスタート方式を採用しています。まず、電極針とタングステン針とワークとの間に高周波と高電圧を印加し、アルゴンガスを分解して電気を通します。その後、アークの安定性を確保するために連続電流が供給されます。溶接中は、溶接棒がワークに接触することによってアークが点火され、その後溶接棒が持ち上げられて一定の距離に保たれます。溶接電源が適切なアーク電圧と溶接電流を供給すると、アークは安定して燃焼し、高温を発生し、溶接棒と溶接物を局所的に加熱して溶融状態にします。溶接棒の先端の溶融金属は、溶接部の溶融金属と融合して溶融池を形成します。
3. さまざまな用途
1.二次保証溶接。主に鉄金属の溶接に使用され、中低炭素鋼および低合金鋼をカバーします。溶接姿勢は全姿勢溶接が可能で、平坦、平角、垂直突合せ継手、垂直アングル、上向きなど様々な姿勢での溶接が可能です。溶接材料の厚さは通常1mm以上の鋼板です。材料が厚いほど溶接効率が高くなります。手溶接棒に比べて効率が2~4倍高く、コストと消費電力が半減し、薄板の溶接変形も極めて小さいです。同時に、溶接部の水素含有量は非常に低くなります。

2. アルゴンアーク溶接。酸化しやすい非鉄金属や合金鋼の溶接に適しています。主にAl溶接、Mg溶接、Ti及びその合金、ステンレス溶接に使用されます。底部溶接やパイプ溶接などの片面溶接や両面成形に大変便利です。タングステンアーク溶接は薄板の溶接にも適しています。












コメントなし