


金属の接合には、加熱、高温、高圧による製造プロセスと技術があります。このプロセスと技術はliukoinenです。プロセス原則による分類など、さまざまな分類基準に従って、溶接にはさまざまな分類形式があります。具体的には、溶接は「融接」「圧接」「ロウ付け」の3つに大別されます。
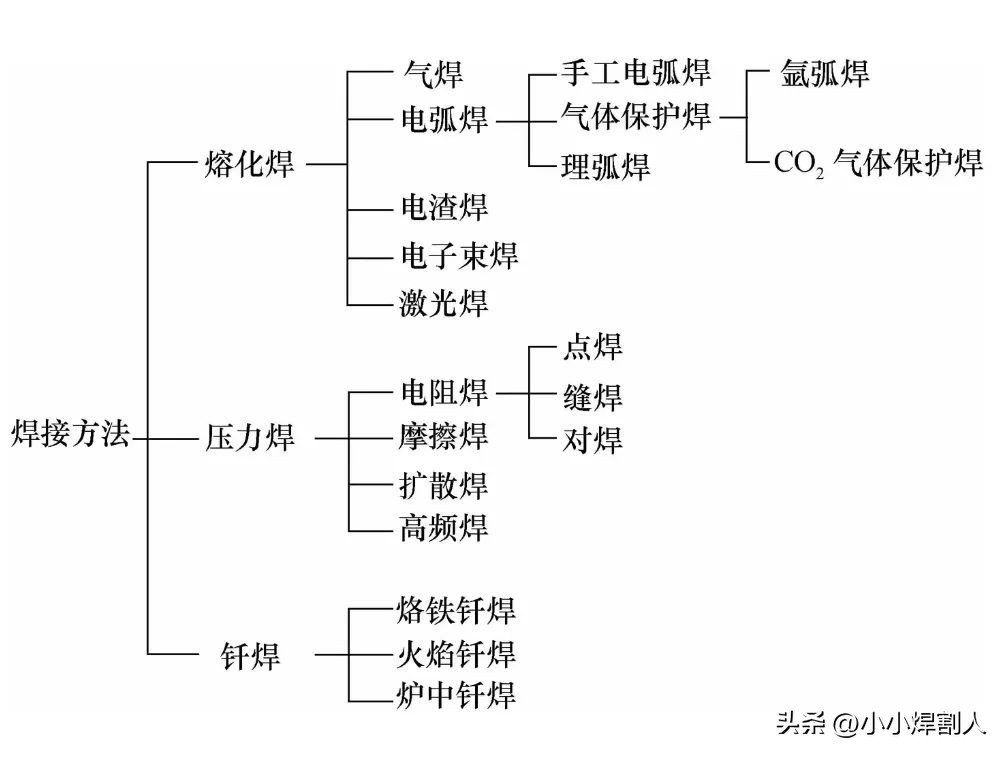
その中でも板金業界でよく使われる基本的な溶接技術を紹介します。これらには、個別にリストされている手動アーク溶接、アルゴン アーク溶接、CO₂ ガス シールド溶接、レーザー溶接、およびスポット溶接が含まれます。
01 手動アーク溶接 SMAW
一般に電気溶接として知られる手動アーク溶接は、最も基本的な溶接プロセスです。手動操作により、溶接棒と溶接対象物が2つの電極になります。溶接棒と溶接片との間のアーク熱を利用して金属を溶かし、溶接を行います。


電気溶接にはいくつかの利点があります。設備がシンプルでコストも安価です。補助ガスを必要としないので適応力が強い。
欠点は、労働集約度が非常に高いこと、効率が低いこと、一部の溶接棒は水素脆化を起こしやすいこと、そして溶接工の技術要件が高いことです。
02アルゴンアーク溶接TIG

アルゴンアーク溶接は、通常のアーク溶接の原理に基づいた溶接技術です。金属の溶接材料をアルゴンガスで保護し、大電流により溶接材料を被溶接母材上で液体状態に溶かして溶融池を形成し、被溶接金属と溶接材料を冶金的に結合させる。高温溶融溶接時にアルゴンガスを供給し続けるため、溶接材料が空気中の酸素に触れず、溶接材料の酸化が防止され、ステンレス鋼や鉄金属の溶接が可能です。


アルゴンアーク溶接には以下のようなメリットがあります。まず、アルゴンガス保護により、緻密でスパッタのない高品質の溶接継手が得られます。第二に、アーク燃焼が安定し、熱が比較的集中し、孤立柱温度が高く、効率が高く、熱影響部が狭く、ワーク溶接位置の歪みが小さい。第三に、操作や観察に便利なオープンアーク溶接が行われます。第四に、あらゆる姿勢で溶接が可能である。ワークの溶接位置に制限されません。第五に、電極の損失が少なく、メンテナンス関連の作業が容易であり、機械化・自動化が容易である。第六に、基本的にすべての金属、特にマグネシウム、チタン、モリブデン、ジルコニウム、アルミニウムおよびそれらの合金などの一部の耐火性金属や酸化しやすい金属を溶接できます。
アルゴンアーク溶接にはいくつかの欠点があります。まず、風などの環境の影響を受けます。第二に、溶接速度が比較的遅いです。第三に、労働者のスキルに対する要求が高いことです。第四に、融点が低く揮発しやすい金属は溶接できません。
03CO₂ガスシールド溶接MIG
溶接法の一種に炭酸ガスシールド溶接と呼ばれるものがあり、一般に二次保護溶接とも呼ばれます。二酸化炭素をガスシールドとして使用する溶接方法です。溶接ワイヤはアークによって溶かされ、溶接領域に送られます。そして、電気駆動ローラーは、溶接要件に従ってスプールから溶接トーチに溶接ワイヤを送ります。ガスメタルアーク溶接の一種です。


二次保護溶接にはこのようなメリットがあります。アークの視認性が良く観察が容易です。電気溶接に比べて溶接変形が比較的小さく、コストも比較的低く、生産効率も高いです。
欠点は、溶接設備が複雑かつ多様で故障しやすいため、設備のメンテナンスに高い技術力が必要であることです。また、溶接装置は耐風性が悪く、溶接スパッタが多量に発生します。
04レーザー溶接レーザー
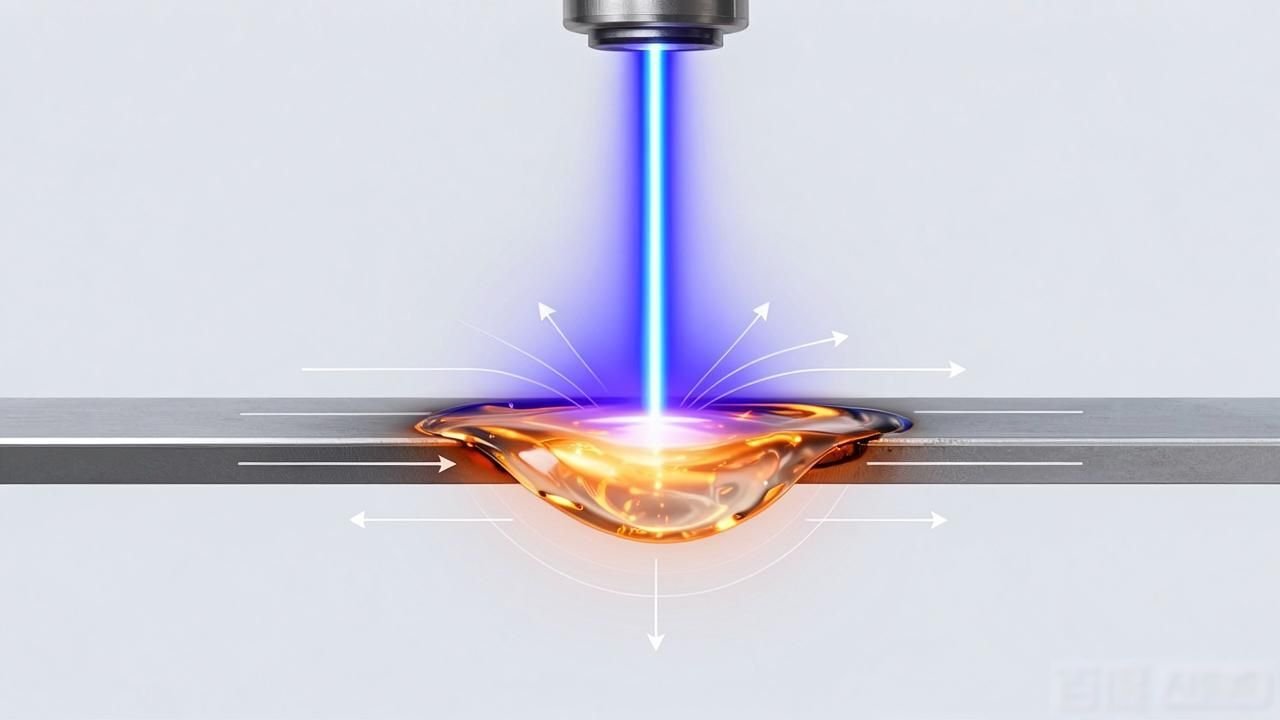
レーザー溶接は、集束したレーザービームをエネルギー源として使用し、溶接部に照射して溶接用の熱を発生させる溶接方法です。レーザー放射を使用してワークピースの表面を加熱し、表面の熱が熱伝導によって内部に拡散し、それによってワークピースを溶融して特定の溶融池を形成します。


レーザー溶接は、溶接速度が速い、熱影響部の金属組織変化の範囲が小さい、熱伝達による変形が最も少ない、溶接できる材料の範囲が比較的広い、性質の異なる材料を接合できるなどの利点があります。
欠点は、溶接部の位置が非常に正確でなければならないことです。さらに、溶接される溶接部の許容厚さには一定の制限があります。同時に、エネルギー変換率は比較的低いです。さらに、装置は比較的高価です。
05スポット溶接スポット
スポット溶接は突合せ溶接とも呼ばれ、溶接部品を重ね接合として組み立て、2 つの電極間で押し付ける方法です。抵抗熱により母材が溶けて溶接点が形成されます。主に気密性を必要としない薄板部品のプレス部品の溶接に適しています。

スポット溶接には次の利点があります。まず、接続領域の加熱時間が短いことです。第二に、溶接速度が速い。第三に、消費するのは電気エネルギーだけです。第四に、充填材を必要としません。第五に、フラックスを必要としない。第六に、操作が非常に簡単です。第七に、生産性が高い。第八に、労働強度が低い。 9番目に、労働条件が良好です。
いくつかの欠点があります。まず、狭いスペースでは作業ができません。第 2 に、本番環境のシナリオが限られているということです。第三に、厚い材料の溶接には適していません。第四に、シール要件のあるワークピースを処理することはできません。











Ei kommentteja