

抵抗スポット溶接、パンチリベット溶接、冷間金属転移アーク溶接、レーザー溶接などのアルミニウム合金材料の接合プロセス。現在、アルミニウム合金材料は抵抗スポット溶接で非常に人気があります。アルミニウム合金抵抗スポット溶接は、自動車の車体接合工程の一つとして、品質の安定性、高効率、経済性、ロボットによる自動溶接の容易さなどから広く使用されています。ただし、高導電率、高熱伝導率、低融点、容易な酸化などのアルミニウム合金の物理的および化学的特性を考慮すると、アルミニウム合金の抵抗スポット溶接は、従来の鋼の抵抗スポット溶接とは大きく異なります。

1. アルミニウム合金抵抗スポット溶接と鋼抵抗スポット溶接の違いは、集中的なエネルギー投入です。
アルミニウム合金は、高い熱伝導率と大きな比熱容量の特性を備えており、溶接プロセスの要件を前進させます。つまり、短時間で高エネルギーを出力する必要があります。アルミニウム合金は抵抗率が低いため、溶接電流は基本的に 40kA ~ 100kA の範囲で増加する必要があります。
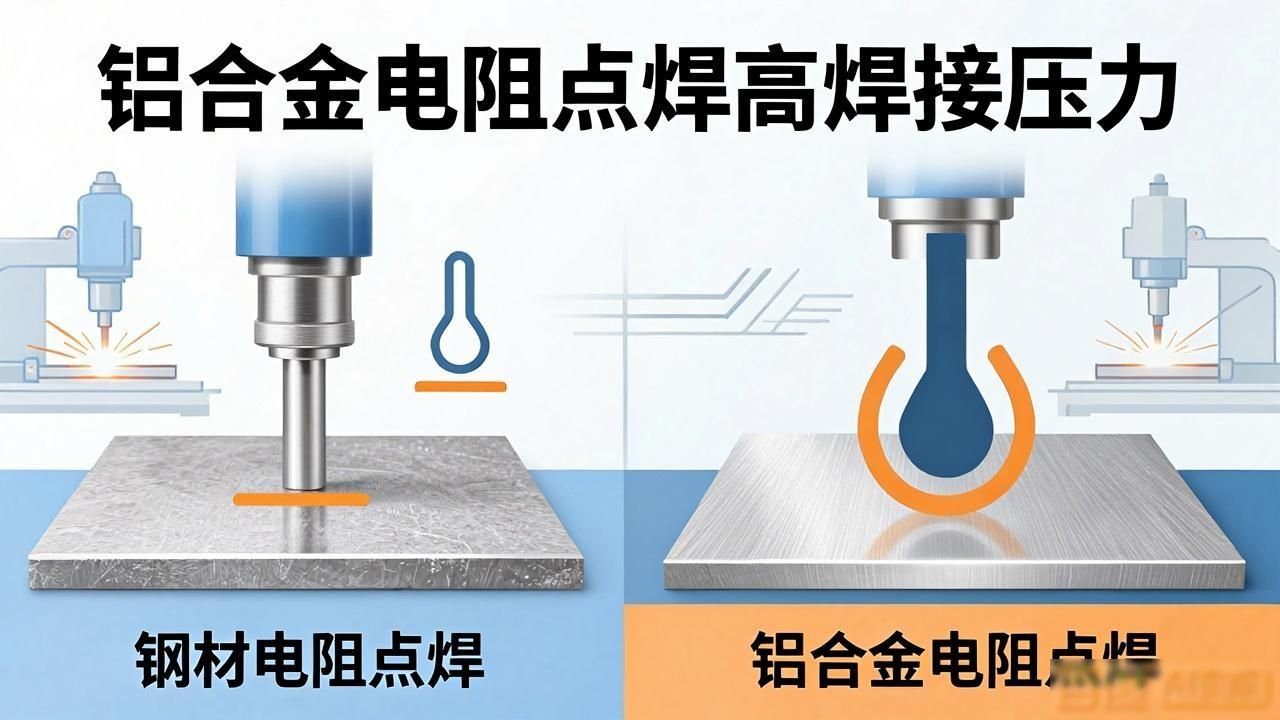
2. アルミニウム合金抵抗スポット溶接の高加圧力
アルミニウム合金は熱膨張率が高いです。溶接ナゲット形成後の保圧および冷却段階では、ナゲット内部の亀裂や隙間を避けるために高いクランプ力を維持する必要があります。必要なクランプ力の範囲は6kN~10kNです。

3. アルミニウム合金抵抗スポット溶接用電極キャップ
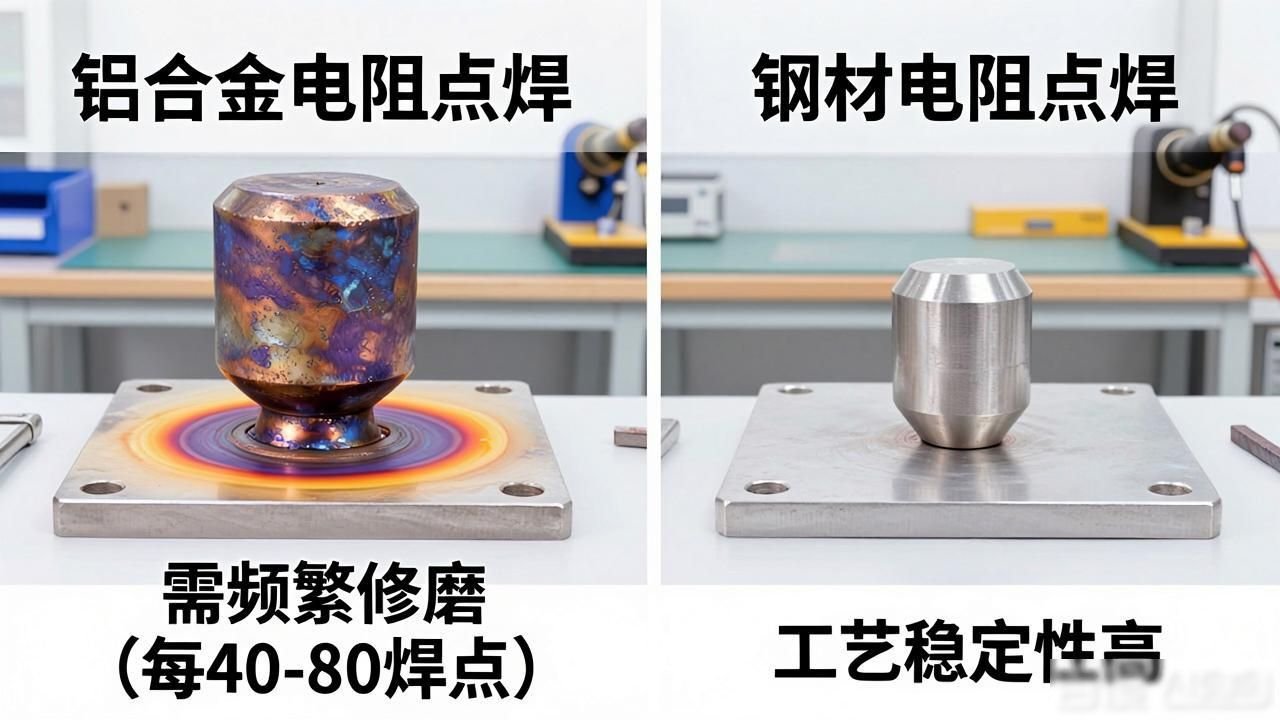
アルミニウム合金は熱伝導率が高く、熱を素早く放散します。アルミニウムをスポット溶接すると、大きな軟化領域が発生します。アルミニウムをスポット溶接する場合、スパッタを防ぐためにナゲットや軟化部を覆う溶接面の大きな電極キャップが必要です。電極キャップとプレートの接触面では銅とアルミニウムの合金化反応が起こり、電極キャップの固着が起こりやすく、溶接品質に影響を与えるため、頻繁な研磨作業が必要となります。現在のアルミニウム合金スポット溶接装置のほとんどは、はんだ接合部 40 ~ 80 個ごとに研削を必要とします。

アルミニウム合金は活性金属材料に分類されます。空気中では、表面に約 1 μm の緻密な酸化層が即座に形成されます。この酸化物層により、材料の融点が高く、抵抗率が高くなります。溶接中、熱分布が影響を受け、熱の一部が電極キャップとプレート間の接触面に集中し、はんだナゲットの形成に悪影響を及ぼします。現在、多くの抵抗スポット溶接には、その利点から主にアルミニウム合金が使用されています。従来の鋼材と比較して、アルミニウム合金には多くの利点があります。アルミニウム合金材料は、特定の状況下において製品の利点を最大限に発揮することができます。
新しい時代には、新しいテクノロジーが次々と登場します。私たちは、時代のスピードに乗り、将来的には先駆的なイノベーションを実現したいと考え、それらに注目し、学び始めます。










Ei kommentteja