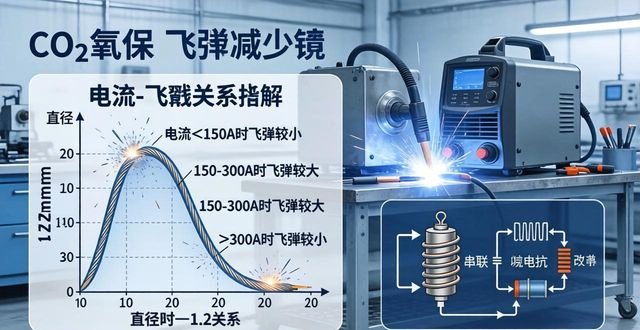


CO2ガスシールド溶接におけるスパッタ低減の主な対策は何ですか?溶接パラメータを正しく選択してください。 CO2ガスシールド溶接では、溶接ワイヤ径ごとにスパッタ量と溶接電流の間に一定のパターンが存在します。アーク電圧と溶接電流についても同様です。これも対策の一つです。直径1.2mmの溶接ワイヤを例にとると、溶接電流が150A未満では溶接スパッタは小さくなり、溶接電流が300Aを超えると溶接スパッタも小さくなり、溶接電流が2つの間の場合は溶接スパッタが大きくなります。溶接電流を選択するときは、溶接スパッタ率が高い溶接電流領域を避けるようにしてください。溶接電流を決定したら、適切なアーク電圧を調整します。溶接電源の改善から考えると、主にさまざまな方法が使用されます。これらの方法には、溶接回路内でリアクトルを直列に接続し、抵抗器で接続する方法があり、電流の切り替えや電流波形の制御があります。これらの方法は、液体ブリッジのバースト電流を低減し、それによって溶接スパッタを低減するために使用されます。現在ではサイリスタ式波動制御式炭酸ガスシールド溶接機が使用されており、炭酸ガスシールド溶接のスパッタ低減に成功しています。同時にインバータ式トランジスタ式波形制御炭酸ガスシールド溶接機も導入され、同様の効果が得られています。 3. CO2 ガスにアルゴン (Ar) を加えます。 CO2 ガスに一定量のアルゴンを添加すると、CO2 ガスの物理的および化学的性質が変化します。
© tekijänoikeuslausuma
Artikkeli on tekijänoikeudellisesti suojattu, eikä sitä saa jäljentää ilman lupaa.
LOPPU












Ei kommentteja