
溶接変形の種類
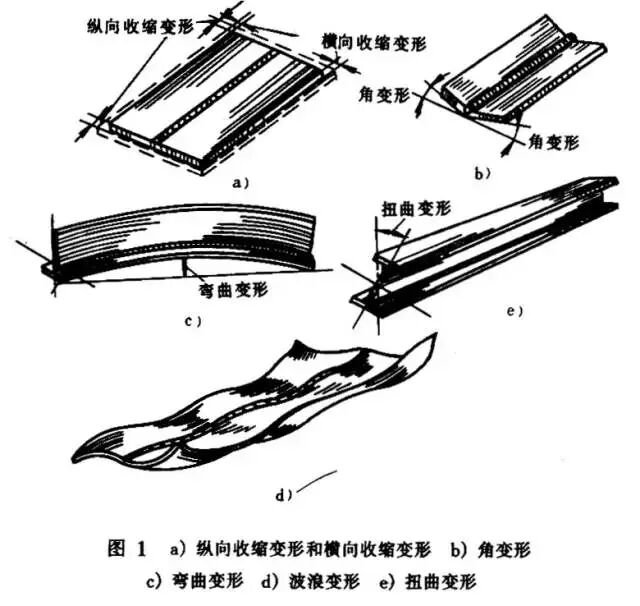
溶接プロセス中に生じる溶接物の変形を溶接変形と呼びます。溶接後に溶接部に残る変形を溶接残留変形といいます。溶接残留変形には、縦収縮変形、横収縮変形、角変形、曲げ変形、ねじり変形、波打ち変形が含まれます。全部で6種類あります。詳細は図1を参照してください。溶接部の縦収縮変形と横収縮変形が基本的な変形形態です。溶接のスタイルが異なると、溶接の数と位置の分布が異なるため、これら 2 つの変形は、他のいくつかの異なる変形形式として表示できます。

どのような状況で溶接部に縦方向の収縮変形が発生しますか?
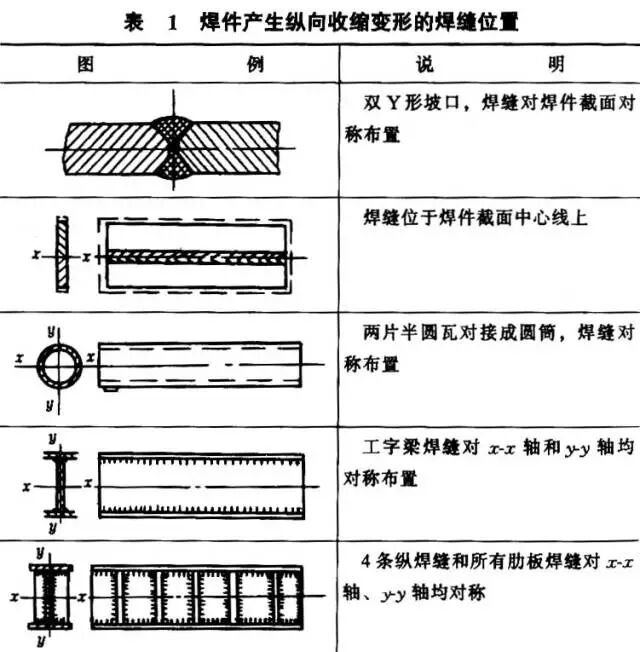
溶接後の溶接部の長さと平行な方向の収縮変形を縦収縮変形といいます。溶接部が溶接部の中立軸よりも上に位置する場合、またはいくつかの溶接部が中立軸に対して対称な位置に分布している場合、溶接部は縦方向の収縮変形を受けます。溶接の位置は表 1 に示されています。
溶接部の長手方向の収縮変形は、溶接部の長さが増加すると増加し、溶接部の溶着金属の断面積が増加すると増加し、溶接部の断面積が増加すると減少します。そのおおよその値を表 2 に示します。
表2 溶接線の縦収縮変形量の概算値(mm/m)
突合せ溶接
連続すみ肉溶接
断続すみ肉溶接
0.15~0.3
0.2~0.4
0~0.1
注:表中のデータは板厚の約15倍に相当する幅の溶接部の縦収縮変形量です。中厚炭素鋼板に適用可能です。
溶接部の横収縮変形とその計算について説明する
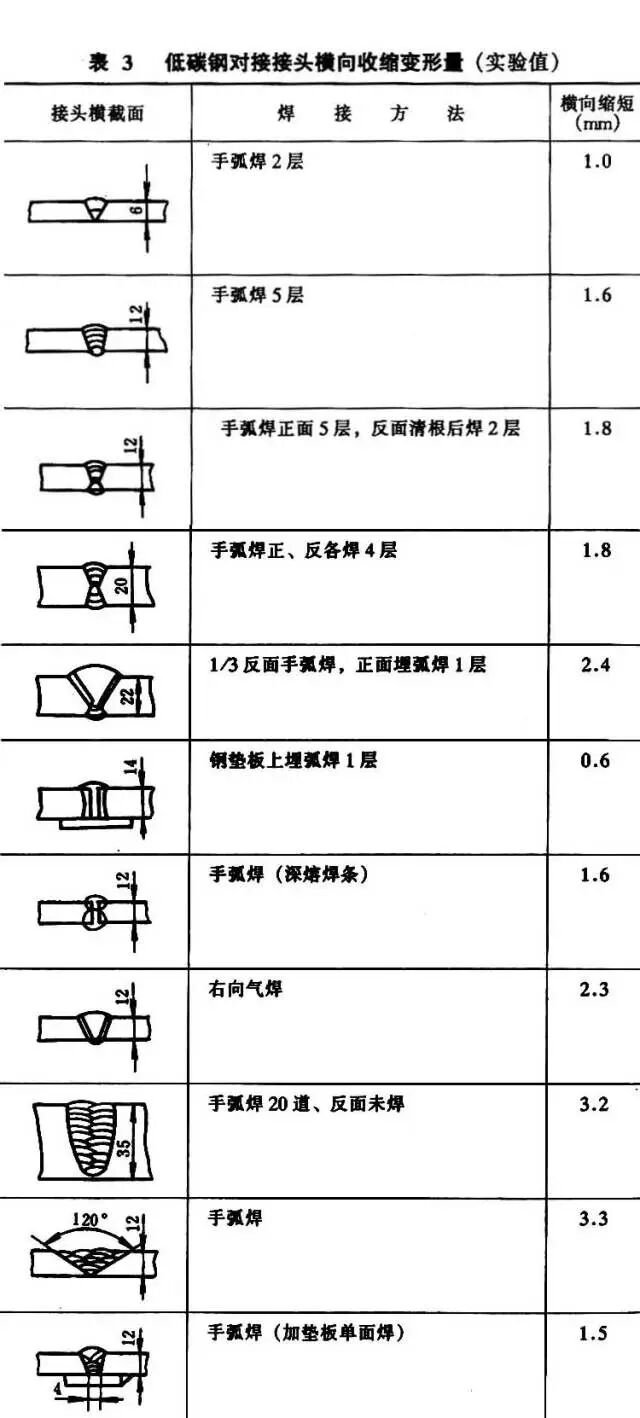
溶接後、溶接により生じる溶接シームに関連する方向に向かう鉛直方向の収縮変形を横収縮変形と呼びます。この横方向の収縮変形量は、板厚が厚くなるほど大きくなります。
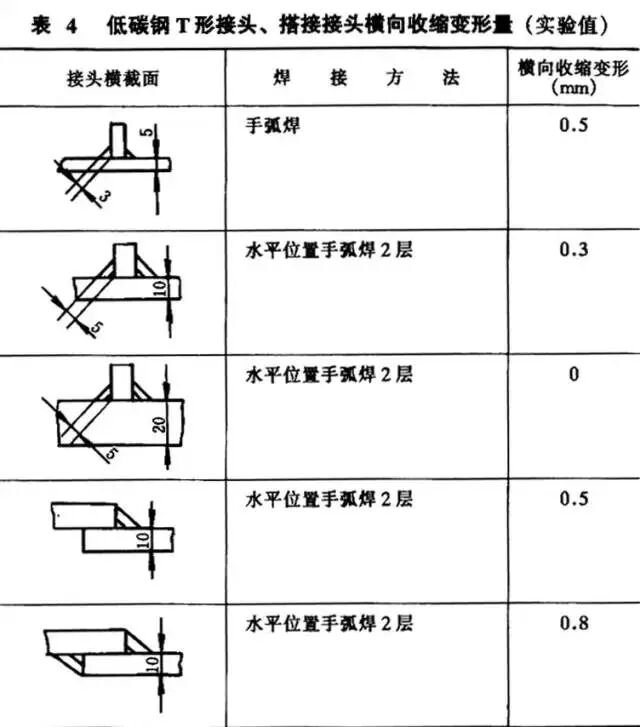
軟鋼突合せ継手の横収縮変形、T 形継手の横収縮変形、重ね継手の横収縮変形を表 3 および表 4 に示します。
突合せ継手の横収縮変形の概算計算式を表5に示します。
表5 突合せ継手の横収縮変形の概算計算式
ベベルフォーム
横短縮計算式
Y字型
ダブルY字型
水平方向L=0.1δ①+0.6
水平方向L=0.1δ+0.4
①δ——板厚(mm)。
2 つのプレートが自由に突き合わせた状態にあり、溶接の長さが長くなく、水平方向の拘束がない場合、横方向の収縮変形量は縦方向の収縮変形量よりもはるかに大きくなります。
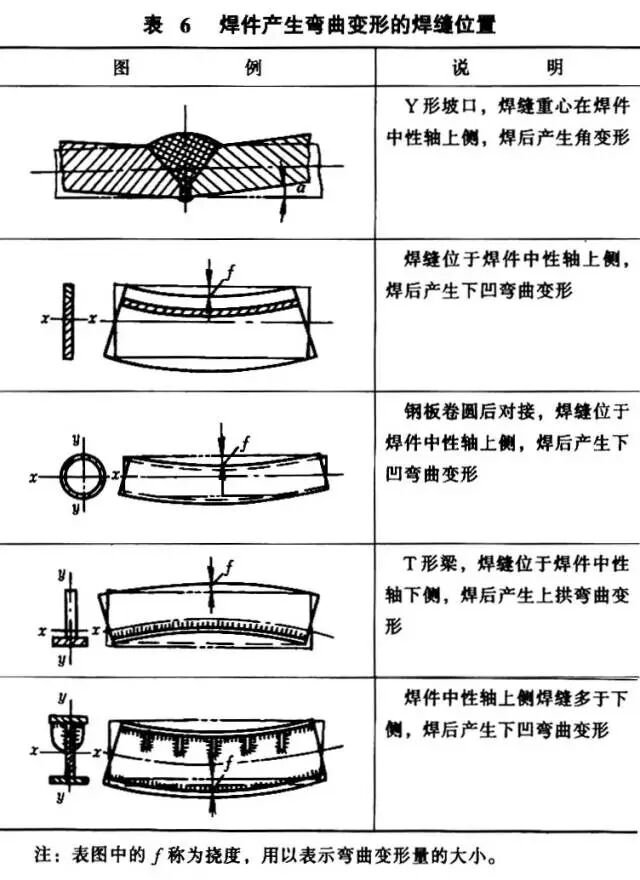
どのような状況で溶接部に曲げ変形が発生しますか?
溶接部の溶接部が溶接部の中立軸になく、中立軸に対して非対称(上下左右)である場合、溶接後に溶接部が曲がって変形してしまいます。溶接が中立軸よりも下に集中している場合 (または下にさらに溶接がある場合)、溶接後に溶接物は上向きのアーチ状の曲げ変形を生じます。逆に、溶接が中立軸よりも上に集中している場合(または上にさらに多くの溶接がある場合)、溶接後に溶接部は凹状の曲げ変形を生じます。溶接部が溶接部の中立軸に対して左右非対称の場合、溶接後に側曲がりが発生し、溶接部が曲がって変形する溶接シーム位置は表6に示します。
溶接部の角変形の原因と値を説明する
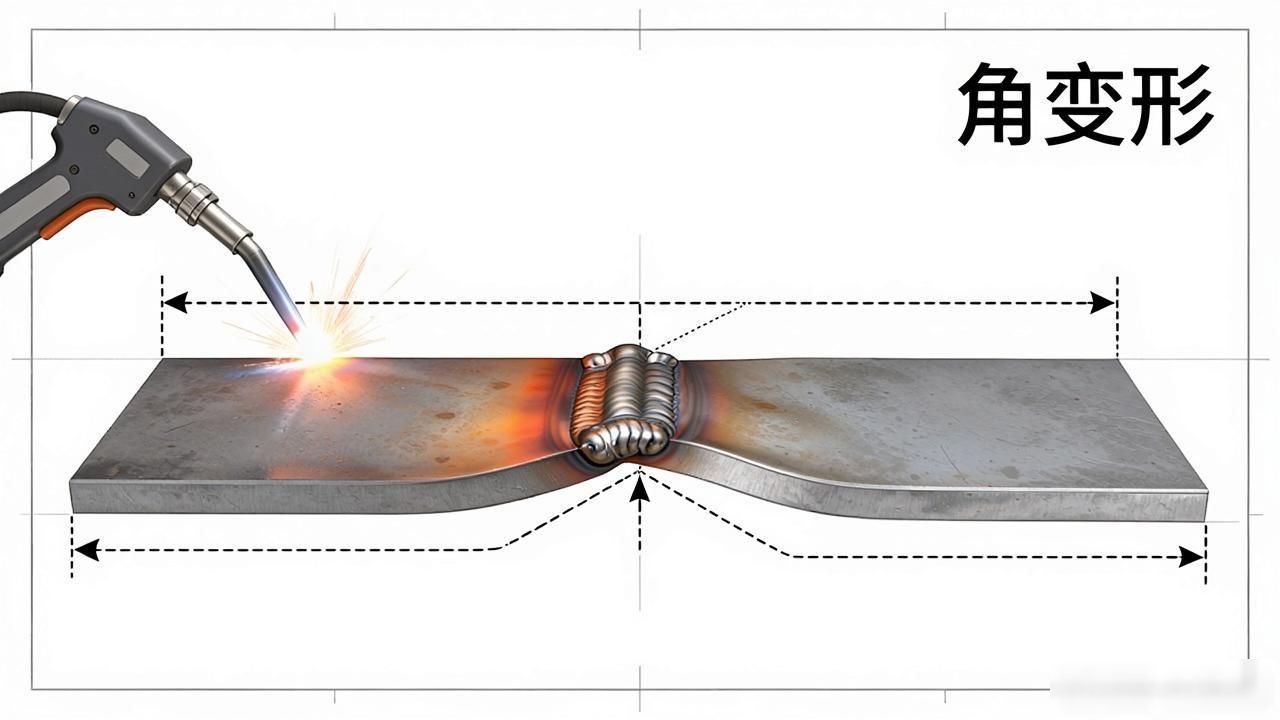
溶接中、溶接部の板厚方向の不均一な横収縮によって生じる回転変形を図1bに示すように角変形といいます。
角変形が発生する理由は、通常、溶接部の断面が上部で広く、下部で狭くなり、その結果、溶接部の厚さ方向の横方向の収縮が不均一になり、上部で大きく、下部で小さくなることが原因です。最終的に、溶接面は偏向され、両側が斜め上向きに傾きます。エレクトロスラグ溶接部の厚さは均一であるため、溶接後の溶接部の角変形は基本的にありません。
非鉄金属や薄板の場合、溶接工程中に溶融池が溶接物の重量に耐えられず、両側の板がたわみ、逆方向の角変形が生じます。
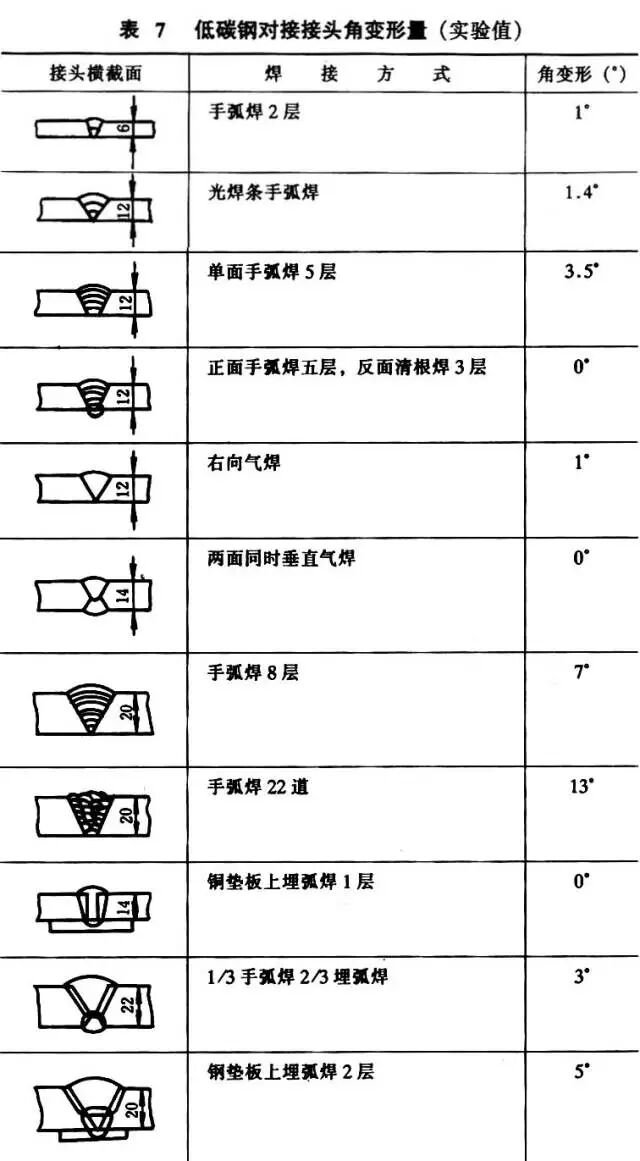
低炭素鋼突合せ継手の自由状態での溶接後の角変形の実験値を表7に示します。
うねり変形とねじり変形の原因を説明します
(1) 溶接部品によって生じる波状の変形を波浪変形といいます。薄板を突合せ溶接した後、板には内部応力が生じます。溶接部に近い部分は引張応力、溶接部から遠い両側の部分は圧縮応力になります。圧縮応力が大きなレベルに達すると、図 1d に示すように、平板は安定性を失って波状変形を引き起こします。
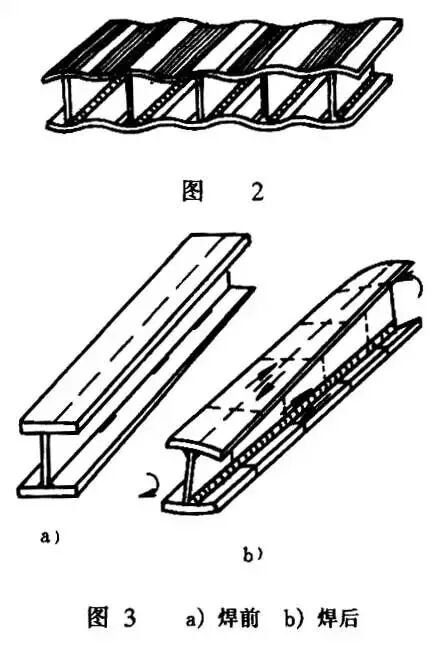
さらに、溶接部のいくつかの隅肉溶接が互いに非常に接近している場合、図 2 に示すように、各隅肉溶接によって引き起こされる角度変形が一貫して混ざり合って波状の変形を形成します。波状の変形は、薄板構造でよく発生します。
(2) ねじれ、変形がある。溶接後、コンポーネントの両端は中立軸の周りで反対方向にある角度でねじられます。図 1e に示すように、この状況はねじれ変形と呼ばれます。
コンポーネントの角変形が長さ方向に沿って不均一に分布し、長手方向に位置がずれているエッジがある場合、歪みが発生することがよくあります。図 3a のような I ビームの場合、仮付け溶接の後、適切な治具を使用せずに、4 つのすみ肉溶接が図 3b に示す方向 (隣接する溶接が反対方向) に溶接されます。このとき、角変形は溶接の長さに沿って徐々に増加し、コンポーネントにねじれが発生し、歪みが発生します。
合理的な組み立て手順と溶接手順を使用して、溶接残留変形を制御します。
コンポーネントの形状が異なれば、異なる組み立て方法と溶接方法を使用する必要があります。
(1) 溶接構造物は構造断面が対称であり、溶接シームの配置も対称である。まずメソッドを使用して全体的な外観に組み立て、その後に従うことができます。その後、特定の溶接シーケンスに従って生産作業を実行します。このようにして、全体の剛性が比較的大きい状態で構造物を溶接することができる。これにより、曲げ変形の結果を非常に効率的に軽減できます。
たとえば、I ビームには組み立てと溶接のプロセスがあります。このプロセスには、図 4 に示す 2 つの異なる解決策があります。図 4b に示すような組み立てと溶接の製造プロセスが採用される場合、溶接後に比較的大きなアーチ曲げ変形が発生します。図4cに示すような組み立て後の溶接シーケンスを採用すると、曲げ変形の発生を効果的に低減できます。
(2)組立て溶接された部品の溶接構造は、非対称な構造断面形状および溶接シームを有する。図 5 に示すように、別々に組み立てて溶接することも、最後に組み立てて溶接することもできます。図 5b に示すスキームでは、溶接シーム 1 が中立軸から遠く離れているため、大きな曲げ変形が発生します。しかし、図 5a に示すスキームでは、溶接シーム 1 の位置は上部カバープレート部分の中立軸とほぼ一致しているため、構造全体の曲げ変形には影響を与えません。
溶接残留変形を制御するために合理的な溶接シーケンスを使用しますか?
(1) 対称溶接を採用しています。部品に対称的に配置された溶接がある場合、対称的な溶接によって変形を軽減できます。図 4 に示す I ビームと同様に、組み立て全体が完了したら、最初に溶接シーム 1 と 2 を溶接し、次に溶接シーム 3 と 4 を溶接します。これで完了です。溶接完了後は上向きのアーチ状の曲げ変形が発生します。 1、4、2、3の順で溶接を行うと、溶接後の曲げ変形が小さくなります。ただし、対称溶接では変形を完全になくすことはできません。これは、溶接の数が増えるにつれて、構造の剛性が徐々に増加するためです。後に溶接される溶接部による変形は、最初に溶接される溶接部よりも小さくなります。たとえ 2 つの方向が逆であっても、変形を完全に相殺する方法はありません。最終的に、最初に溶接された溶接部の変形方向は保持されます。
(2) 溶接部が非対称の場合は、溶接部の少ない側を先に溶接してください。先に溶接した側の変形が大きいため、溶接の少ない側を先に溶接すると変形が大きくなります。その後、反対側の追加の溶接棒によって引き起こされる変形を使用して相殺し、構造全体の変形を軽減します。
溶接残留変形を制御するには、適切な溶接方向を使用しますか?
溶接残留変形を制御するために使用される溶接方向には次のものがあります。
(1) T 形梁や I 形鋼などの溶接構造物には、溶接部が平行に長く伸びています。長い溶接は同じ方向に溶接する必要があります。この方法は溶接中にも使用する必要があり、歪みや変形を効果的に制御できます (図 6a を参照)。
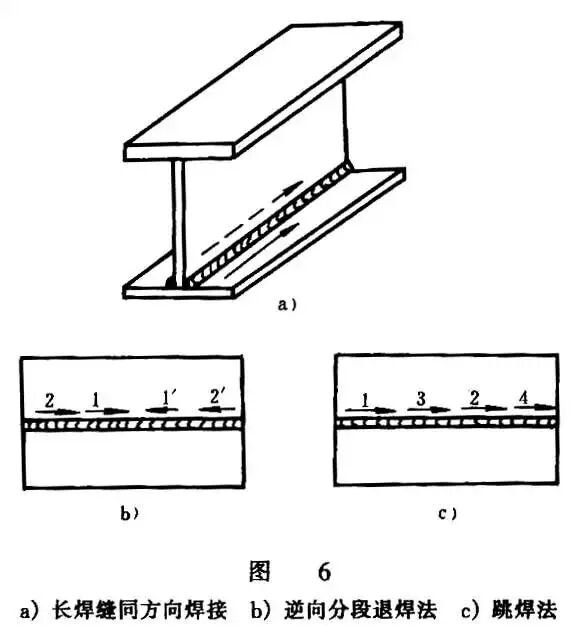
(2) 中央から両側への分割脱溶接方法を使用し、同一または同一直線上の複数の溶接に対して逆分割脱溶接方法を使用すると、残留変形を効果的に制御できます。図 6b を参照してください。
(3)ジャンプ溶接法。部品上に互いに離間した多数の溶接がある場合、適切なジャンプ溶接法を使用して部品上の熱分布を均一にすることができ、この種の挙動により溶接後に残る残留変形を軽減できます。関連する詳細を図 6c に示します。
10
溶接残留変形を制御するために逆変形法を使用しますか?
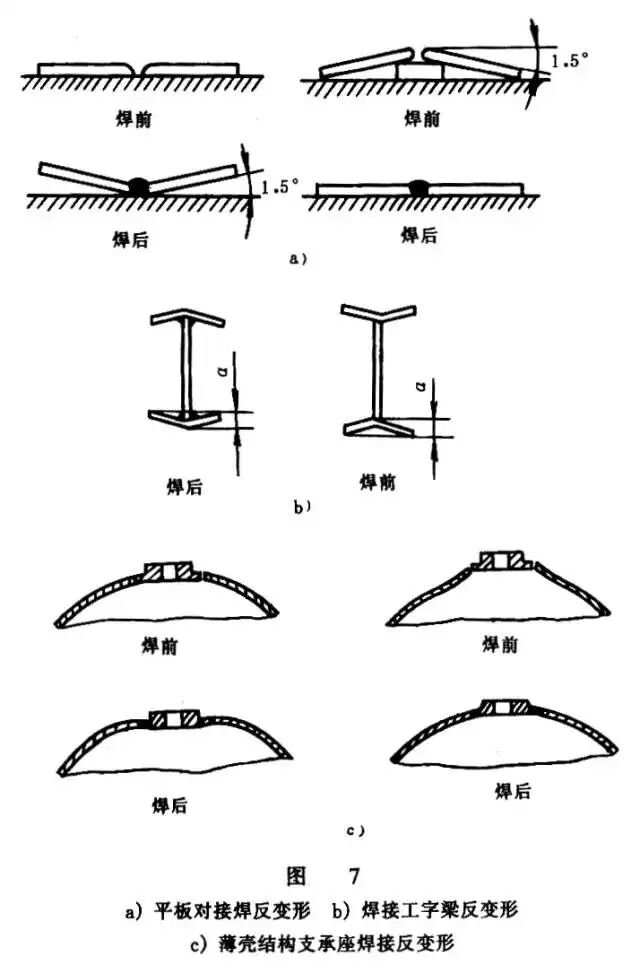
残留溶接変形を相殺するために、残留溶接変形と反対方向への溶接物の人工変形が使用されます。この方法を逆変形法といいます。たとえば、突合せジョイントの角度変形を回避するために、図 7a に示すように、突合せジョイントを事前に上昇させて逆の角度変形を形成することができます。溶接後の I ビーム翼板の角変形を防ぐために、図 7b に示すように、翼板を事前に逆に曲げることができます。薄いシェル構造の場合、サポートシートなどの部品がシェルに溶接される場合があります。シェルは溶接後に潰れることが多いため、図 7c に示すように、サポート シートの周囲のシェル壁を溶接前に押し出し、その後溶接することができます。
反変形法を用いて溶接残留変形を制御することにより、溶接前に溶接残留変形をより正確に把握する必要があります。一般的には、溶接後の部品の曲げ変形や角変形を制御するために使用されます。反変形量が適切に確保されていれば、これら 2 つの変形は基本的に相殺できます。
11
溶接残留変形を抑制するために剛体固定方法を使用しますか?
溶接前に、溶接中に溶接物が自由に変形しないように、外部の剛性拘束が溶接物に適用されます。この溶接残留変形を防止する方法を剛固定法といいます。溶接後の薄板のうねり変形を防ぐために圧力ごてを使用します。関連する図を図 8 に示します。
強固な固定方法はシンプルで操作が簡単で、幅広い用途に使用できます。この方法の欠点は、溶接後に外部の剛性拘束を取り除いた後も溶接部にある程度の変形が残り、完全に除去することはできませんが、拘束されていない状態よりもはるかに小さいことです。また、強固に固定する方法では溶接継手の溶接応力が大きくなるため、耐クラック性が劣る材質の場合には注意が必要です。
12

放熱法と自重法で溶接残留変形を抑制
(1) 放熱法は、溶接時に強制冷却することにより溶接部の熱を放散し、加熱面積を減らし変形を軽減する方法です。この方式を放熱方式といいます。薄板の溶接変形を軽減する放熱方式を採用しています。関連するプレゼンテーションを図 9 に示します。図 9b に示す状況は、溶接のために溶接物を水の中に入れることです (この方法は、小さな容器の溶接によく使用されます)。図 9c に示す状況では、冷却に水冷銅ブロックを使用しています。
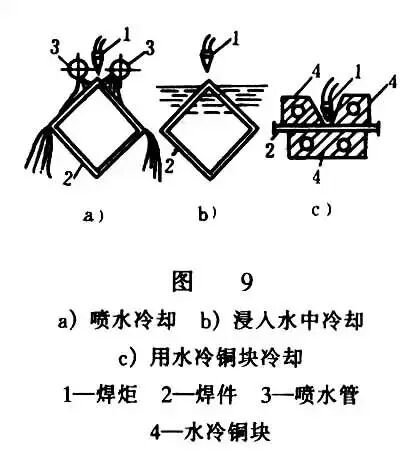
この放熱方法は、焼入性の高い材料の溶接には適していません。
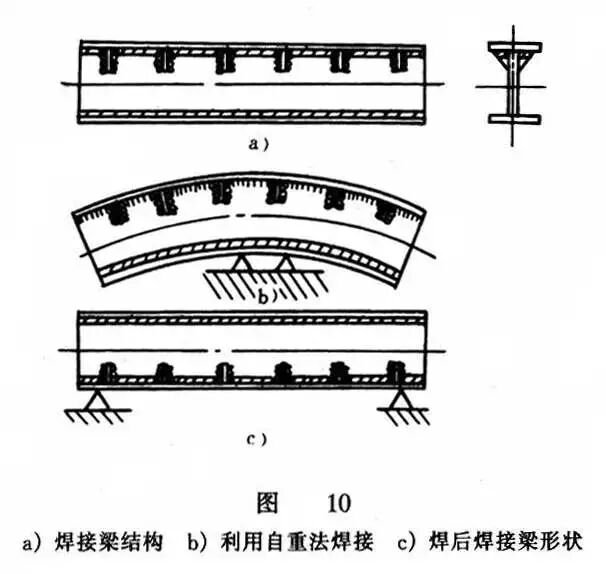
(2) 溶接部自体の質量による変形を利用して溶接残留変形を相殺する方法を自重法といいます。たとえば、図 10a に示すように、溶接された梁の上部には下部に比べて溶接箇所が大幅に多く、溶接完了後に梁全体が凹状の曲げ変形を起こします。この目的のために、溶接する前に、互いに非常に近い 2 つのバットレス上にビームを配置します。これは図 10b で確認できます。まず、梁の下部にある 2 つの直線溶接を溶接します。ビーム自体の重量と溶接シームの収縮により、ビームが曲がったり変形したりするためです。溶接が完了したら、両端にバットレスを配置し、ビームを反射的に静止させます。次に梁の上部を溶接します。梁の両端にバットレスが配置されているため、梁の自重による曲げ変形は最初とは逆になります。それだけでなく、上部溶接部の収縮および変形の方向も下部溶接部の収縮および変形の方向と異なるため、図10cに示すように、溶接後の梁の曲げ変形を制御することができます。
13
機械的補正法による溶接残留変形の補正
手動ハンマや機械的圧力を用いて溶接残留変形を修正する方法を機械修正といいます。
この方法は、薄板の波形変形を手打ちによって修正する機能を持っており、その様子を図 11 に示します。図 11a に示されているのは、薄板の元の変形です。ハンマリング動作を行う場合、ハンマリング部分が突き出た状態になってはなりません。そうなってしまうと逆方向に突き出るだけになってしまいます。この状況は図 11b に示されており、裏側をハンマーで叩く必要があります。しかし、最終的には平らにできないばかりか、変形の程度が大きくなってしまいます。正しいアプローチは、突出部分の周囲の金属をハンマーで叩いて塑性的に伸長させ、半径に沿って内側から外側に向かってハンマーで叩くことです。この場合は、図 11c を参照してください。または、突出部分の周囲に沿って徐々に内側にハンマーで叩き込みます。この場合は、図 11d を参照してください。
溶接後の残留変形を修正するために機械力を使用する方法を図 12 に示します。図 12a は、I ビームの溶接後に露出した曲げ変形を修正するための加圧機構の使用を示しています。図 12b は、薄板の縦方向の伸びを促進し、それによって薄板の溶接後に残る残留変形を除去するために、溶接シームと薄板の両側を転がすためのディスク状ローラーの使用を示しています。
薄板を溶接した後の整形外科に適した方法は、機械を必要としない非常に手間がかかり、技術的にも難しい手打ち矯正です。機械的修正は、中型および大型の溶接部の溶接後修正に適しています。高効率で早く効果が得られますが、加圧機構などの設備が必要です。
14
溶接残留変形の火炎補正を正しく行う
火炎による局所的な溶接部の加熱によって生じる塑性変形により、冷却後に長い金属が収縮し、それによって変形を修正する目的が達成されます。これを火炎加熱修正法と呼びます。火炎加熱補正法を用いて溶接部の残留変形を補正する場合には、次の点に注意する必要があります。
1) 加熱に使用する火炎は、一般に酸素アセチレン火炎です。炎の性質は中性炎です。加熱深さを浅くする必要がある場合には、酸化炎を使用することができます。
2)低炭素鋼、低合金構造用鋼の場合、加熱温度は600℃~800℃の範囲となります。この状態に達すると、溶接部はチェリーレッドに見えます。
3) 炎の加熱には点、線、三角の 3 つの方法があります。三角加熱は溶接部の厚みが大きく剛性が強い場合に適しています。
4) 溶接部の突出変形は凹部ではなく加熱部とする。そうしないと修正を行うと変形がさらに大きくなります。
5) 薄板構造の変形を矯正する場合、矯正効果を高めるため、火炎加熱中に水を急冷することができます。この方法を水火補正法といいます。より厚く、より重要な部品や硬化傾向が大きい鋼の場合、水処理や火処理は使用できません。
6) 夏場の屋外で補正を行う場合は、太陽光の影響を考慮する必要があります。結局のところ、通常、昼と早朝では本来の暖房効果が異なります。
7) 薄板が変形する火炎修正工程において、同時に木槌で叩くことができ、修正効果が促進されます。
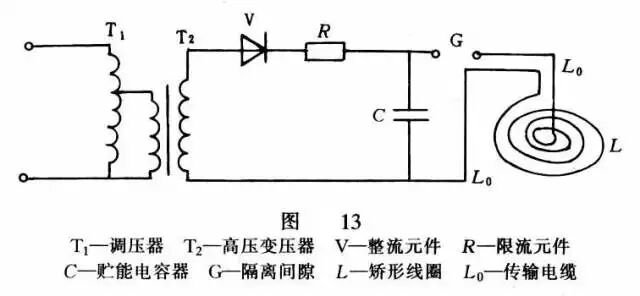
15. 電磁ハンマー法による溶接残留変形修正の動作原理を説明してください
電磁ハンマー方式は、強電磁パルス補正方式とも呼ばれます。溶接部の変形を修正する場合、まず溶接部の修正箇所に絶縁された円盤状のコイルからなる電磁ハンマーを配置し、充電された高電圧コンデンサを放電させることで、コイルと溶接部の間の隙間に強いパルス状の電磁場が発生します(機械式ハンマーに比べて)比較的均一な圧力パルスが発生し、溶接部の変形と逆方向に変形を引き起こします。溶接部の変形を修正します。
電磁ハンマー法は、アルミニウムや銅などのプレート構造やシェル構造など、導電率の大きな材料の整形外科的使用に適しています。導電率が低い材料の場合は、溶接部と電磁ハンマーの間にアルミニウムまたは銅の薄い板を配置する必要があります。これが事実です。
電磁ハンマー方式の変形矯正には次のような利点があります。
1) 溶接部の表面にハンマー痕がないこと。
2) 整形外科用エネルギーを正確に制御できます。
3) ハンマーヘッドを振る必要がないので、比較的狭い場所でも作業が可能です。













コメントなし