
[合金構造用鋼/冷間工具鋼/軸受鋼およびその他の材料シリーズ – Longji Group]
TA1+Q345R複合板の可溶研究と応用
Tal および TA1 プラス Q345R 3 層複合板の溶接は、チタン鋼複合板の溶接と似ていますが、相違点もあります。基本原理は、ベース層とクラッド層を別々に溶接する必要があるということです。溶接性、溶接材料の選択、溶接プロセスはそれぞれ母材と被覆材料によって決まります。複合鋼板のベース層とクラッド層との接合は異種金属溶接に属する。ただし、チタンとスチール、ボタンとスチールは直接溶接できないため、Ta1+TA1+Q345R三層複合板の溶接にもエッジトリミングと漏れ検出構造を採用する必要があります。
金属ボタンは溶接の際に空気が入りやすく、結晶粒が粗くなり、気孔やクラックの原因にもなります。チタン、ジルコニウム、ニオブ、タンタルという 4 つの希少高融点金属の中で、ニオブが最も優れた溶接性能を持っています。しかしながら、ニオブは融点が特に高く、熱伝導率が比較的高い。一般に、溶接に必要なエネルギー消費は多くの場合大きすぎます。溶接入熱が大きすぎると、結晶粒が粗大化しやすくなります。溶接入熱が小さすぎると、溶融池がうまく溶けません。したがって、ニオブを溶接する場合は、溶接品質を確保するために適切な溶接入熱を選択する必要があります。さらに、ボタンは温度が250℃を超えると、酸素、水素、窒素、炭素含有ガス、塩素含有ガスなどのさまざまなガスを吸収し、対応する固溶体または金属間脆性化合物を形成する特性があります。このようにして、ボタンの引張強さ、降伏強さ、硬度を高めることができますが、伸びは急激に低下します。したがって、ボタン材の溶接においては、不活性ガスによる保護雰囲気や真空環境で溶接を行うだけでなく、脆性化合物による割れを防止するために、母材の化学組成を基準としてO、N、C、Hなどの不純物の上限を適切に低減する必要があります。
この装置のボタンクラッドの厚さは非常に薄く、わずか 1.5 mm です。また、ボタン素材とスチールの融点は大きく異なり、それぞれ 2996°C と 1400°C です。ボタンのクラッディング作業を溶接する場合、ボタン鋼複合プレートの中央に絶縁と保護のためにチタン板を使用してクラッディングの厚さを偽装したとしても、Q345R のベース層に溶融ゾーンが現れる可能性が非常に高くなります。さらに、基層のFe元素とTA1、Talは高温でそれぞれFe、TA1、Fe、Talなどの脆い金属間化合物を形成します。特にTa1+Q345R複合管はルーズライニングとフランジの2層構造です。溶接入熱が大きすぎると、ベース層に現れる溶融ゾーンの溶液が表面の錆、酸化物、その他の破片を巻き込み、外側に噴き出し、ボタン溶接の溶融池を通って反転します。ボタンのクラッディング溶接部に亀裂が生じたり、ベース層が焼け落ちたりするのは非常に簡単です。したがって、Ta1 + TA1 + Q345R 3 層複合板の溶接では、溶接池が正常に溶融することを保証し、過剰な溶接入熱によって引き起こされる結晶粒の粗大化、酸化、遷移層およびさらには下地層の溶融などの多くの問題を排除する必要があります。これが装置製造の焦点であり、難しさです。

溶接加工試験材
本装置の本体にはTa1+TA1+Q345R複合板を使用しています。溶接プロセスの適格性は、鋼基層とチタンクラッドの対応する基準に従って評価されます。つまり、基層は JB 4708—-2000「鋼製圧力容器の溶接プロセス認定」に従って評価する必要があります。チタンの溶接については、JB/T4745-2002「チタン溶接容器」3 付録 B および米国 ASME Volume K「溶接とろう付け」の関連規制を参照する必要があります。
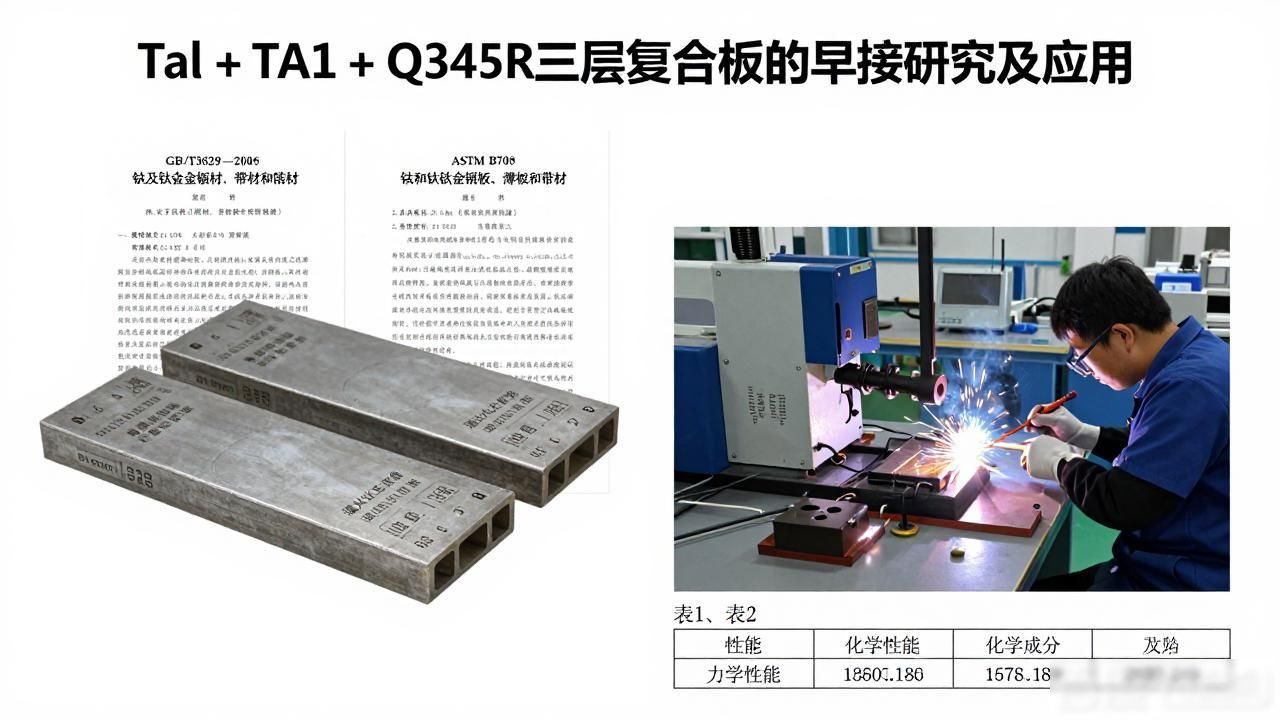
(1) 溶接加工認定試験には、試験用試験板を 2 組用意する必要があります。テストに使用したボタンプレートの仕様は81.5mmです。国内 GB/T3629–2006「ボタンおよびボタン合金のプレート、ストリップおよびホイル」の技術要件に従って購入し、焼きなましした状態で供給する必要があります。 ASTM B708「ボタンおよびボタン合金のプレート、シートおよびストリップ」の要件に従って購入することもできます。ただし、対応する国内ブランドと米国ブランドの機械的特性と化学組成はまったく同じではありません。国内ブランドの化学組成と機械的特性を表 1 および表 2 に示します。
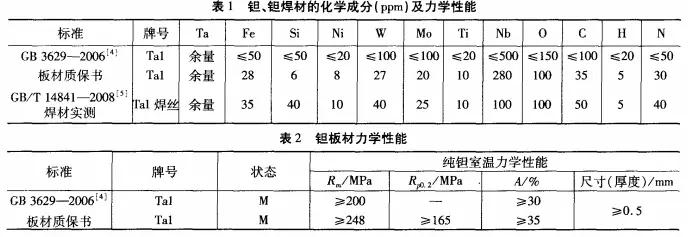
(2) 現在、中国には圧力容器分野におけるボタンおよびボタン合金ワイヤまたは溶接ワイヤの規格が存在しないため、試験に使用したボタン溶接ワイヤは GB/T 14841-2008「ボタンおよびボタン合金棒」から選択されました。化学組成を再試験した後の結果を表1に示す。ASTM B365-98(2004)の規格「ボタンおよびボタン合金ワイヤおよびワイヤ」も使用することができる。
(3) 溶接保護の為、ガス含有量99.999%以上の高純度アルゴンを使用しております。水分含有量が低いという特徴があり、露点は通常 -50°C を超えず、CB/T4842-2006「ヘリウム」に規定されている要件を満たしています。保護ガスを選択する際、溶接には高純度ヘリウム、または高純度アルゴンとヘリウムの混合ガスの使用を検討しました。純ネオジム板の溶接ではヘリウムを使用して溶け込みを高め、入熱を減らし、結晶粒を微細化し、溶接の性能を向上させることができますが、ネオジム・チタン鋼複合板の肉盛溶接では、溶け込みを増やすために高純度ヘリウムを使用すると、制御プロセスの不適切な制御により簡単にネオジム肉盛の溶け落ちが発生する可能性があり、ヘリウムはアルゴンよりも高価です。
ボタン素材の製造および溶接プロセスにおける洗浄と保護の要件
ボタンプレートの溶接はチタン、アルミ、シルバーよりも厳重です。溶接前にボタンプレートの表裏を25mm以内で機械研磨し、溶接部の酸化物、油分、ゴミなどの汚れを除去し、アセトンで洗浄します。 1.5mmボタンプレートセットのスポット溶接では、溶接時にベベルが残らず、隙間が残らず、位置ずれを防ぎます。片面溶接、両面成形の技術を採用。

溶解エンジニアリング
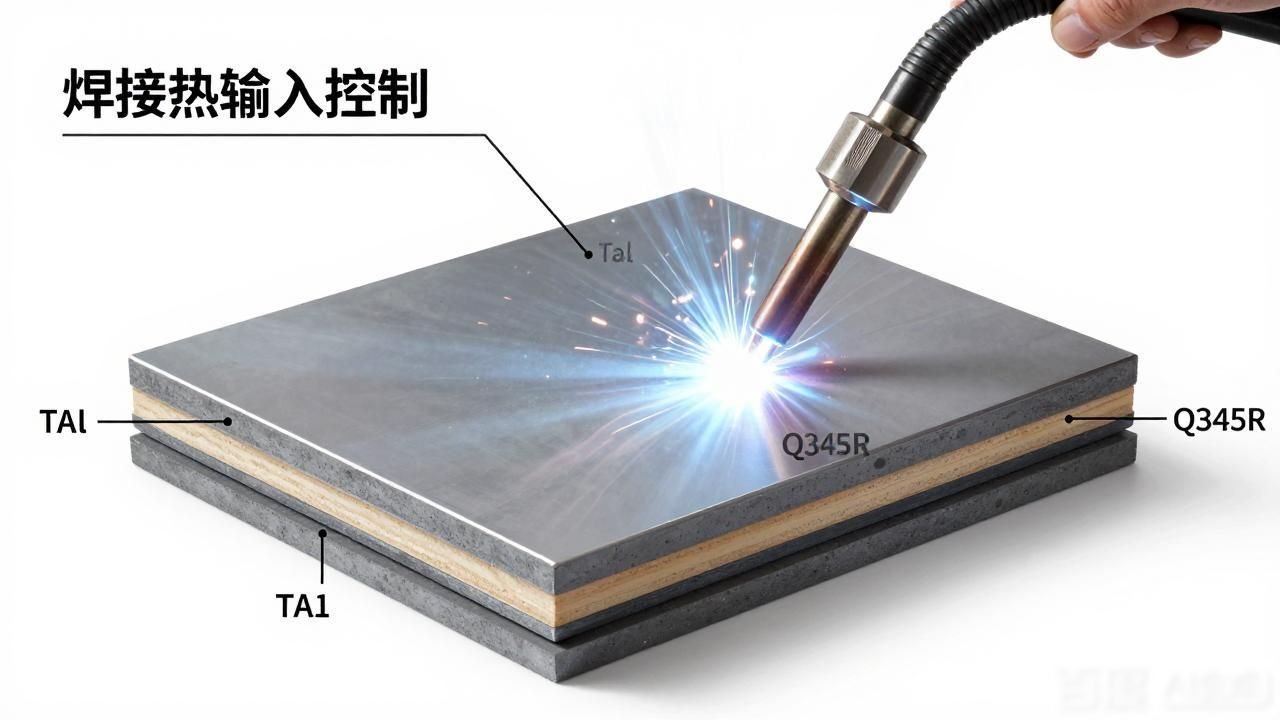
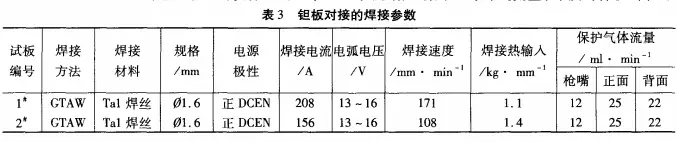
溶接には不活性ガスタングステンアーク溶接と直流直流溶接が用いられます。ボタンは融点が非常に高く、熱伝導率も比較的高いため、溶接時に使用する電流が他の非鉄金属に比べて大きくなります。したがって、溶接プロセス中に選択を行う必要があり、適切な溶接入熱を制御する必要があります。これは溶接品質と溶接変形を確保するために最も効果的な対策です。特定のパラメータは表 3 にあります。
溶接保護
ボタンは酸化しやすいです。溶接プロセス中、溶接の高温領域の保護を強化することに重点を置くことが非常に重要です。まず、より大きな磁器ノズルを使用する必要があります。第二に、溶接ガンの尾部とテストプレートの背面にドラッグカバーを設置し、溶接継手の温度が200°Cを超える部分を保護するために不活性ガスを使用し、空気の流れを均一にするためにドラッグカバーの内側に銅メッシュを追加する必要があります。第三に、溶接中、酸化を防ぐために保護部品に事前に空気を供給し、遅れて空気を停止する必要があります。第四に、保護の効果は溶接面の色で判断でき、銀白色が最も優れています。
溶接プロセス試験と溶接入熱の比較に基づいて、希少金属ボタンと高融点金属ボタンの溶接性能と溶接特性が分析され、Ta1 + TA1 + Q345R 複合板自体の製造特性と組み合わせることで、次の経験が得られます。
(1) 良好な溶接性能を備えた希少金属および高融点金属のボタンの場合、適切な溶接線エネルギーが選択されている限り、溶接部の引張強度、伸び、結晶粒度、およびその他の性能指標を確保できます。
(2) ボタンは酸化しやすいです。溶接する場合はチタンやチタンなどの他の非鉄金属と同様に保護方法を採用する必要があります。三面保護対策を採用する必要があり、関連する保護要件は他の非鉄金属よりも高くなります。この方法によってのみ、溶接部の構造特性を効果的に改善できます。
(3) ボタンと鋼の融点が大きく異なるチタン鋼三層複合板の問題点を考慮し、適切な溶接入熱量を選択し、溶融池が正常に溶けるよう適切な技術対策を講じました。また、過剰な溶接入熱による結晶粒の粗大化や酸化、遷移層や下地層の溶融などのトラブルも防止しました。私たちは、この一連の機器プロジェクトの製造タスクを正常に完了しました。










コメントなし