

造船の分野において、はんだ付け技術は造船サイクルを決定する重要な要素の一つです。同時に、船舶の建造コストと品質に影響を与える重要な要素の1つでもあります。従来のアーク溶接が広く使用されています。しかし、それによって引き起こされる溶接欠陥は業界の悩みの種です。さらに、従来のアーク溶接によって引き起こされる溶接変形は重要な問題であり、多数の整形外科手術も業界の悩みの種となっています。科学技術の継続的な発展に伴い、高効率という利点に基づいてレーザー溶接技術が徐々に出現してきました。さらに、レーザー溶接技術はその精度の利点により徐々に注目を集めてきました。この記事の目的は、造船業界に効率的な溶接ソリューションを提供するために、主に最適化されたレーザー選択を使用して、厚さ 4 mm から 20 mm の海洋炭素鋼に関する体系的な研究を実行する海洋鋼板溶接プロセスの開発を研究することです。さらに、この溶接ソリューションは低コストで高品質です。
01 レーザーアークハイブリッド溶接技術の背景とメリット
船体建造工数全体の約30~40%が船舶溶接工数であり、原価率も同様に高価です。従来のアーク溶接は成熟していますが、中厚および厚さの炭素鋼板を扱う場合は非効率であり、変形しやすくなります。レーザー溶接技術、特にレーザーアークハイブリッド溶接技術は、その高エネルギー密度と低入熱特性により、これらの問題を効果的に解決しました。この技術は溶接効率の向上だけでなく、溶接変形の大幅な低減や後修正作業の軽減を実現し、造船業界に革命的な進化をもたらします。
02 レーザー・アークハイブリッド溶接技術のコアとブレークスルー
この研究は、出力、速度、ワイヤ間隔、溶接ワイヤの種類、アーク長補正、誘導方法などを含むレーザーアークハイブリッド溶接プロセスパラメータを最適化し、それによって4〜20mmの炭素鋼船舶プレートを溶接するときに発生する変形と欠陥の問題を解決し、片面溶接と両面成形の効果を達成し、効率的な船舶溶接のための信頼できる技術ソリューションを提供します。
1.レーザーアークハイブリッド溶接技術
レーザーとアークのハイブリッド溶接技術は、レーザー溶接の利点とアーク溶接の利点を組み合わせたものです。レーザーとアークの相互作用により、より高いブリッジ能力とより安定した溶接プロセスを実現します。唯一の溶接方法と比較して、この技術は主に 4 つの側面で明らかな利点があります。第一に、高い架橋能力、溶融領域が広く、良好な架橋能力があり、中厚さおよび厚さの板の溶接に適しています。第二に、残留応力と変形が低く、ラインエネルギーが低いため、溶接の残留応力と変形が効果的に軽減されます。第三に、高効率、速い溶接速度、生産効率が大幅に向上しました。第四に、このプロセスは適応性が高く、ワークピースの組み立てギャップに敏感に反応しないため、適応性が高くなります。
2. 船板溶接におけるレーザー加工パラメータの影響
![图片[1]-4〜20mmの炭素鋼を片面溶接し、両面に成形します。 Rayco の 10,000 ワット レーザーは、造船業界のコスト削減と効率の向上に役立ちます。-大連富泓機械有限公司](/wp-content/uploads/2026/06/1780765818696_0.png)
![图片[2]-4〜20mmの炭素鋼を片面溶接し、両面に成形します。 Rayco の 10,000 ワット レーザーは、造船業界のコスト削減と効率の向上に役立ちます。-大連富泓機械有限公司](/wp-content/uploads/2026/06/1780765818696_1.png)
図 1 レーザーアークハイブリッド溶接プロセスプラットフォーム
図 1 は、レーザー アーク ハイブリッド溶接プロセス テスト プラットフォームと呼ばれるものを示しています。主にレーザー、ロボット、レーザー加工ヘッド、溶接機、作業台で構成されています。光源はRFL-(200μm)レーザーです。プロジェクトに関する綿密な調査の後、レーザー出力、溶接速度、ワイヤ送給速度、アーク電流などの主要なプロセスパラメータが、厚さ 4mm ~ 20mm の範囲の船舶プレート用に最適化されました。実験の結果、レーザー出力が7〜9kWの範囲にあり、溶接速度が20〜30mm/秒の範囲にある場合、厚さ12mmのQ345B船板は溶接シーム形成の効果を達成でき、アンダーカットや溶接バリなどの欠陥がないことが示されています。
図2 溶接部の表面形態(v=20mm/s)
図3 溶接部の表面形態(v=25mm/s)
3. 溶接ワイヤの種類による船板溶接への影響
溶接プロセス中、溶接ワイヤの選択は溶接の品質に重要な影響を与えます。この研究により、フラックス入り溶接ワイヤはソリッドコア溶接ワイヤと比較して、流動性、充填性、溶接機械的特性が優れていることがわかりました。特に高い溶接速度では、フラックス入り溶接ワイヤは溶接部をより適切に充填し、溶融不足などの欠陥の可能性を減らします。ただし、良好な保管条件が不足している場合は、アーク長補正パラメータが適切に調整されている限り、ソリッド溶接ワイヤも信頼できる選択肢になります。
表1 2種類の溶接ワイヤの溶接シーム形成寸法結果
![图片[3]-4〜20mmの炭素鋼を片面溶接し、両面に成形します。 Rayco の 10,000 ワット レーザーは、造船業界のコスト削減と効率の向上に役立ちます。-大連富泓機械有限公司](/wp-content/uploads/2026/06/1780765818696_5.png)
![图片[4]-4〜20mmの炭素鋼を片面溶接し、両面に成形します。 Rayco の 10,000 ワット レーザーは、造船業界のコスト削減と効率の向上に役立ちます。-大連富泓機械有限公司](/wp-content/uploads/2026/06/1780765818696_6.png)
図4 溶接部の表面形態
![图片[5]-4〜20mmの炭素鋼を片面溶接し、両面に成形します。 Rayco の 10,000 ワット レーザーは、造船業界のコスト削減と効率の向上に役立ちます。-大連富泓機械有限公司](/wp-content/uploads/2026/06/1780765818696_7.png)
図5 溶接部の断面形状
03 誘導方法と光ワイヤー間隔が船板溶接に及ぼす影響
溶接の溶接品質は、レーザーとアークの誘導方法、およびフィラメント間の距離においても重要な要素です。図6と図7はそれぞれ、異なる誘導方法に対応する溶接部の断面形態とX線検査の結果を示しています。実験により、溶接幅に関してはレーザーガイドアーク法の方が優れた性能を示しますが、溶接の安定性に関してはアークガイドレーザー法の方が優れていることがわかりました。実際の応用分野では、特定のニーズに応じて適切な指導方法を選択できます。同時に、光ファイバー間隔の最適範囲は 1mm ~ 4mm です。この範囲内では、レーザーとアーク間の結合効果が最も強くなり、溶接効果が最適になります。以下の表 2 は、さまざまなライト ワイヤ間隔での 4 mm 船板溶接に影響を与える溶接プロセス パラメータを示しています。下の図 8 は、さまざまなライト ワイヤ間隔での 4 mm 船板溶接に影響を与える溶接表面の形態を示しています。
![图片[6]-4〜20mmの炭素鋼を片面溶接し、両面に成形します。 Rayco の 10,000 ワット レーザーは、造船業界のコスト削減と効率の向上に役立ちます。-大連富泓機械有限公司](/wp-content/uploads/2026/06/1780765818696_8.png)
図6 溶接部の断面形状
![图片[7]-4〜20mmの炭素鋼を片面溶接し、両面に成形します。 Rayco の 10,000 ワット レーザーは、造船業界のコスト削減と効率の向上に役立ちます。-大連富泓機械有限公司](/wp-content/uploads/2026/06/1780765818696_9.png)
図7 X線検出結果
表 2 溶接プロセスパラメータ
![图片[8]-4〜20mmの炭素鋼を片面溶接し、両面に成形します。 Rayco の 10,000 ワット レーザーは、造船業界のコスト削減と効率の向上に役立ちます。-大連富泓機械有限公司](/wp-content/uploads/2026/06/1780765818696_10.png)
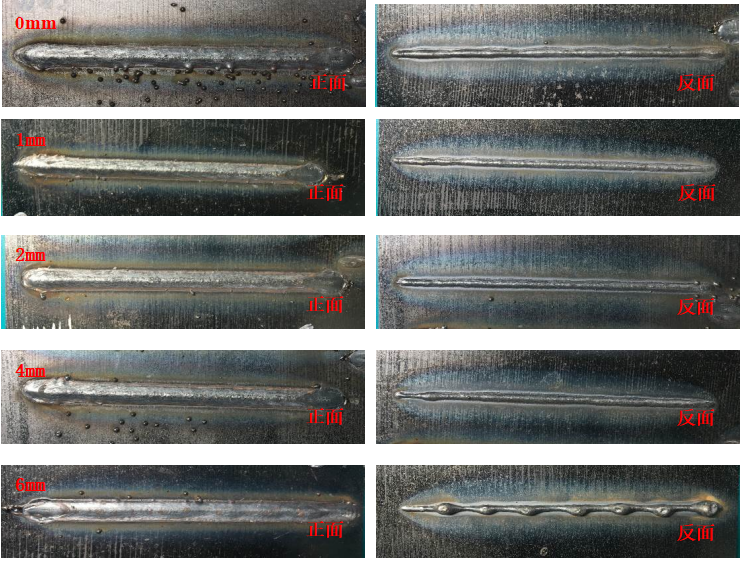
図 8 溶接シームの表面形態
04 レーザー・アークハイブリッド溶接技術の研究概要
船舶板をレーザー・アークハイブリッド方式で溶接する場合、最適な速度範囲があり、20mm/s~60mm/sとなります。より良い溶接継手の性能を得るために、製造時にフラックス入り溶接ワイヤを優先することができます。現時点でのアーク長補正の最適値は 0 ~ 20 の範囲です。保管条件が良くない場合は、ソリッドコア溶接ワイヤを優先する必要があります。この場合、円弧長補正の最適なパラメータ範囲は 0 ~ +10 です。光学フィラメントの間隔の最適範囲は 1mm ~ 4mm、溶接ガンとワーク間の角度の最適範囲は 45° ~ 60°です。
レーザー非溶け込み溶接の場合はレーザー・アークハイブリッド溶接法が、レーザー溶け込み溶接の場合はアーク・レーザーハイブリッド溶接法が適しています。船舶プレート貫通溶接に適応パラメータ調整機能がない場合、溶接プレート間のギャップは0.5mm以内に制御する必要があります。ギャップが 0.5mm より大きい場合は、レーザースイングアークハイブリッド溶接やデュアルワイヤハイブリッド溶接などの方法を検討したり、溶接プロセスに適応パラメータの機能を追加したりできます。
船舶板厚が4mm~14mmの範囲の場合、レーザー溶接とアークハイブリッド溶接を使用することで、片面溶接と両面成形の効果が得られます。 1 回のパスだけで、適切な形状の溶接を実現できます。ただし、船板の厚みが14mmを超える場合は多パス溶接が必要となります。片面多パス溶接でも両面溶接でも良好な溶接部形成が可能です。溶接される船舶プレートの厚さが 4 mm から 20 mm の範囲にある場合、溶接シームは、マクロおよびミクロの側面、X 線の干渉性、引張特性、および硬度評価の点で、「CCS 中国分類協会の材料および溶接規則」の確立された標準要件に準拠します。
レイカスレーザーは、中厚肉炭素鋼材のレーザー溶接技術で培った実績を活かし、複数の造船プロジェクトで採用されてきた実績があります。プロジェクト終了後、テストを行った結果、溶接部の品質は造船業界の基準にすべて一致していることが判明し、顧客から高い評価を得ることができました。
造船業界では、効率的かつ高品質な溶接技術への需要がますます高まる傾向にあります。このような状況の下、レーザーとアークのハイブリッド溶接技術は、より広範な開発の余地をもたらすことになります。 Raycus Laser は、造船業界により高度で信頼性の高い溶接ソリューションを提供するために、この分野で徹底的な研究を継続し、プロセスパラメータの最適化を継続し、機器の性能を改善し続けます。











コメントなし