

共同プロセス仕様書の目的の 1 つは、プロセス仕様書と関連仕様書を使用してこの仕様書を策定し、企業が表示する品質管理状況を強化することです。また、開発した溶接プロセスを改善し、溶接の品質を向上させ、最終的には顧客に高品質の製品を提供できるようにすることも目的としています。以上の一連のプロセスを経て、最終的に自社が生み出す製品の品質や顧客と対峙した際の満足度の向上という効果が得られます。
2. 範囲。この仕様は、同社のすべての溶接プロセスに適しています。 3. コンテンツ。 3.1 材料準備、3.1.1 材料準備要件、角管の表面に錆がなく、両端にバリがなく、鉄粉がありません。問題が見つかった場合は、修正のために前工程に適時に報告し、「ワークショップの内部クレーム評価システム」に従って処理する必要があります。 3.1.2 材料準備要件、角管の長さの誤差は -2 mm、角度の誤差は -1°です。範囲を超えて使用することは禁止されています。 3.1.3 材料の準備要件、スタンピング部品は水平にする必要があります。特に平らなスタンピング部品の場合、長さの誤差は -2mm です。範囲を超えた使用は禁止されています。 3.1.4 一部の部品が現場でガス切断を必要とする場合、オペレータはガス切断前にガス切断部品に必要なマークを付ける必要があります。ガス切断公差は-1mmです。ガス切断後、ガス切断部分を滑らかに研磨します。 3.1.5 一部のパーツに曲率がある場合は、テンプレートを使用して曲率を確認する必要があります。テンプレートと曲率の誤差は-1mmです。後続のプロセスに進む前に、受け取った作品が適格であることを確認してください。

3. 例えば、小さな突き合わせ部品をテーラー溶接することによって曲率が作られる部品もあります。材料の準備段階では、ドッキング後の部品全体の曲率を確保するためにアーク プレートを使用する必要があります。部品全体の長さの誤差はマイナス2mmです。
3. 1ミリメートル。 7点。突合せ溶接される断面が 2 つ以上ある場合、これらの部品の材料の厚さはすべて 5 ミリメートル以上になります。そのため、これらの部品の材料の厚さ部分はグラインダーを使用して面取りする必要があります。
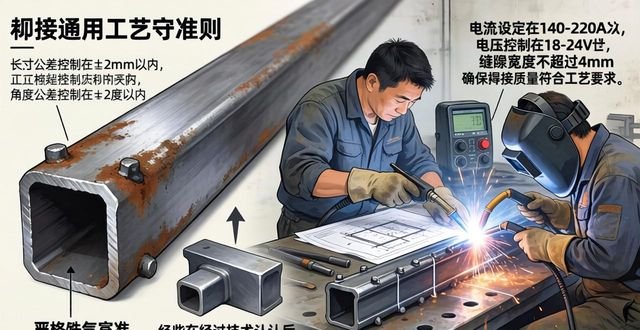
材料の準備:角管の外面に錆はありません。両端にバリや鉄粉はありません。長さの公差はマイナス 2 mm に維持され、角度の公差はマイナス 2 度です。 3.2 テーラー溶接を実行します。 3.2.1 では、リベッターは溶接変形係数を考慮して、溶接物のサイズと厚さに応じて収縮寸法を確保する必要があります。特別な溶接部品の条件がない場合、溶接プロセスのパラメータは、電流 140 ~ 220 A、電圧 18 ~ 24 V を維持する必要があります。リベット溶接はリベット作業台で行う必要があります。 3.2.3 リベット溶接の際、溶接部分間の隙間は 4 mm 以下である必要があります。オペレーターが溶接の範囲を超えて単一の部品を調整して溶接することは固く禁じられています。ガス切断に特別なニーズがある場合は、技術的な確認が必要であり、オペレータはガス切断前にガス切断部品に必要なマークを付ける必要があります。また、ガス切断後は滑らかに研磨する必要があります。 3.2.4 図面をもとに、長さ、幅、高さの3方向の位置決め基準部を見つけます。基準部品を決定したら、これらの部品をリベット留めおよび溶接ツールのプラットフォームにしっかりとリベット留めおよび溶接します。 3.2.5 組立品の梁と角管を重ね溶接する場合は、角管の端面の四隅を用いて重ね溶接してください。他の表面への重ね溶接は許可されません。溶接後、検査ツールを使用してビームとアセンブリが平坦であるかどうかを確認します。各面の誤差は3mmです。はんだ接合はしっかりしていて、転写プロセス中にずれが生じないようにする必要があります。











コメントなし