

Dalian Fuhong Machinery Co.
Laadukkaat palvelut yksittäisten tuotteiden ja akkujen käsittelyyn Kiinan valmistavassa teollisuudessa
Tietoja Fuhongista
Dalian Fuhong Machinery Co.
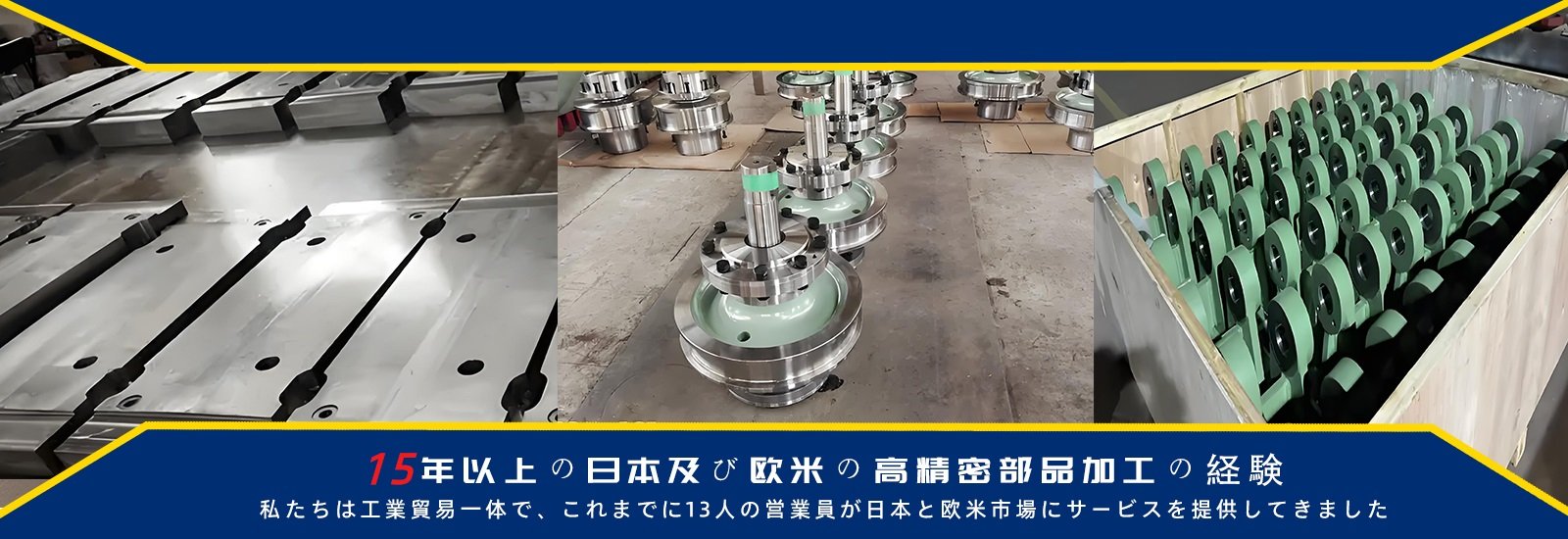
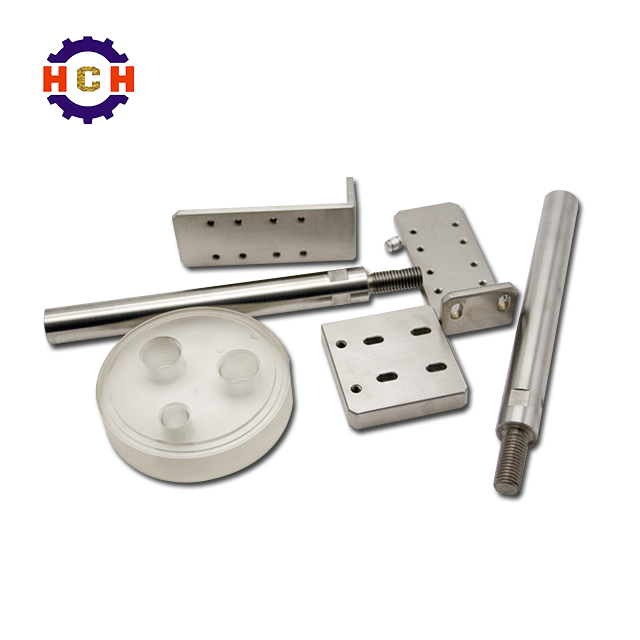
Fuhong tuotteet
Yhden tuotteen käsittely...
Koneet
Koneistus, ohutlevyjen työstö, muovaus, lämpökäsittely...
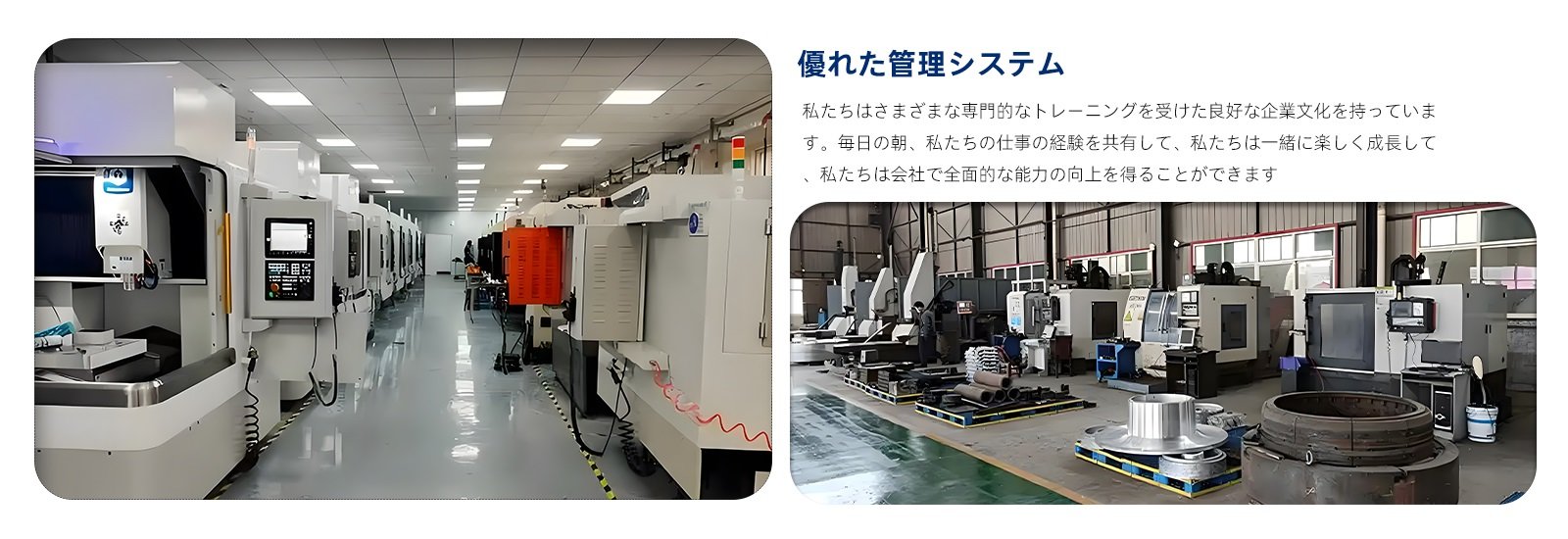
Laadunhallinta
Laatu ja täydellisyys











Fuhong Machinery sijaitsee Yingchengzi Industrial Park, Ganjingzi District, Dalian City, ja sen johtamisfilosofia perustuu vilpittömyyteen, laadukkaaseen liiketoimintaan, palvelun arviointiin ja innovointiin! Yrityksen johtamisfilosofia perustuu "vilpittömyyden, vaatimattomuuden, solidaarisuuden ja harmonian" yrittäjähenkeen, "elämänlaadun, arvostelukyvyn ja kehityksen" johtamiskonseptiin sekä "vilpittömyyteen, palveluun, viestintään, edistykseen, laajentumiseen ja innovointiin"! "Ehdottoman kehityksen" prosessissa olemme työskennelleet uuden kiropraktiikan ja koreografian uuden hengen mukaisesti luodaksemme korkealaatuisia tuotteita ja täydellisiä palveluja asiakkaillemme. Viime vuosina olemme tehneet tiivistä vaihtoa ja yhteistyötä Dalian Fuhong Machinery & Equipmentin ja monien maailman johtavien kansainvälisten voittoa tavoittelemattomien organisaatioiden välillä, ja olemme voineet vaihtaa jalostettuja tuotteita tuotteiden ja koneiden teknisten innovaatioiden avulla sekä useiden korkealaatuisten hotellien kautta maassa!

.jpg)










リング本体は2種類登場! ABB Electrical、六フッ化硫黄を含まない高圧市場を掌握
機械部品の知能化処理の開発動向
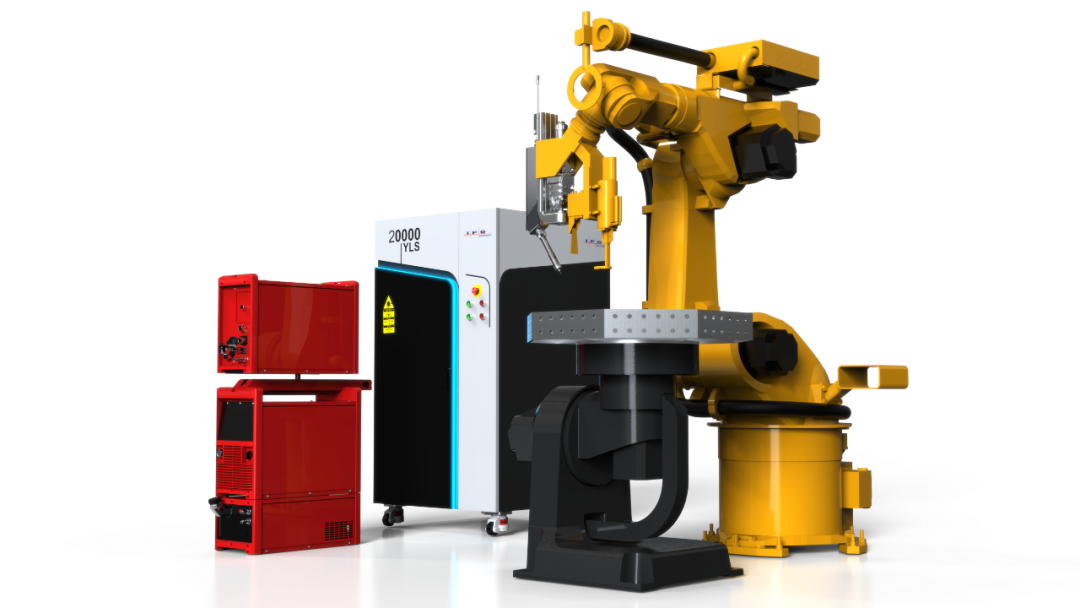
このトレンドが到来し、レーザー アーク ハイブリッド溶接は主要な重要産業で「トレンドに乗っています」。

航空宇宙複合マシニングセンター、旋削とフライス加工を組み合わせた機械、プログラミング不要でより実用的

カスタマイズされた家具の素材は大きな問題ですが、どの素材が最適ですか?

Raskaiden koneiden valmistus: rakennusvaiheessa (Raskaiden koneiden valmistus on maailma, jossa tarkkuus, vahvuus ja henkilöstön erinomainen ammattitaito ovat rinnakkain).
2025 青島中線工作機械選択ガイド: 中線ワイヤー切断装置と自動ワイヤー通線機の推奨事項
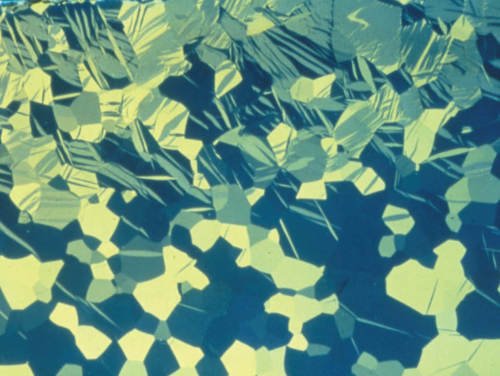
アルミニウムおよびアルミニウム合金の金属組織学的作製

溶接等径ティーの製造工程

