
prosessitekniikkaTäydellinen versio (mekaanisen jalostuksen esitteen ja mekaanisen jalostuksen komponenttien esitteen analyysi)
1、ワークをクランプする3つの方法とは?
{1.フィクスチャーでのクランプ、2.ダイレクトアライメントクランプ、3.スクライビングアライメントクランプ}.
2. Mikä on läheisyysjärjestelmä?
{Työkoneet, tavarat, jigit, työkalut}.
3. Mikä on prosessitekniikan rakenne?
{Desolate, Semi-Serpentine, Serpentine, Ultra-Serpentine}.
4. Mitkä ovat Bentymakin luokat?
{1. Suunnittelu データ 2. Prospekti データ: suunnittelu, maanmittaus, kokoonpano, sijainnin määrittäminen: (オリジナル、additional):(ラフデータム、ファインデータム)}.
Mikä on työstötarkkuus?
{1. tuuman tarkkuus 2. muototarkkuus 3. sijaintitarkkuus }
5. Mitkä ovat jalostuksen aikana syntyvän alkuperäisen energian osatekijät?
{Principle Error - Position Determination Error - Adjustment Error - Tool Error - Adaptor Error - Mechanical Spindle Turning Error - Mechanical Case Error - Mechanical Siirtovirhe - Koneistusjärjestelmän voimanmuutos - Koneistusjärjestelmän lämmönmuutos - Työkalun kuluminen - Mittausvirhe - Työn jäännösjännityksen aiheuttama virhe }.
6. Mikä on koneistusjärjestelmän jäykkyyden vaikutus koneistustarkkuuteen (koneen muodonmuutos ja työkappaleen muodonmuutos)?
{1. Leikkausvoiman vaikutuskohdan sijainnin muutoksesta johtuva työn muotovirhe 2. Leikkausvoiman muutoksesta johtuva työstövirhe 3. Puristusvoimasta ja painovoimasta johtuva työstövirhe 4. Siirtovoimasta ja hitausvoimasta johtuva työstötarkkuus.}
7. Missä määrin työkoneen vaihteistovirhe ja karan kääntövirhe sisältävät virheitä?
{1. Opasウェイ Pääopasウェイ aiheuttaa työkalun ja työstövirheen, johon vaikuttaa asennonmuutoksen suunnan suhteellinen muutos. 2. Karan Rajall yen kohtisuora värähtely - Alkyshir yen kohtisuora värähtely - kallistuskulmavärähtely} 3. Karan Rajall yen kohtisuora värähtely - kallistuskulmavärähtely} 3. Työkalun ja työstövirhe.
8. Mikä on Elan lisääntymisilmiö? Mitkä ovat lisääntymisen syyt? Mitkä ovat vastatoimet lisääntymisen vähentämiseksi?
{Yksi muodonmuutos työstöjärjestelmän virhe heijastuu työhön. Vastatoimenpiteet: Lisää työkalun iskujen määrää, lisää työstöjärjestelmän jäykkyyttä, vähennä syöttönopeutta ja lisää aihioiden tarkkuutta.}
9、Mikä on työkoneen voimansiirron siirtovirheen analyysiチェーン? Mikä on vastatoimenpide veturikoneiden alustan siirtovirheelle?
{Virheanalyysi: Sunawachi käyttää sitä ドラライブチェーン päätyelementin kulmavirheen Δφ määrittämiseen.
Vastatoimenpiteet: 1. Siirtoalustan osan pisteiden määrä on pienempi, siirtoalusta on lyhyempi, Δφ on pienempi ja tarkkuus on suurempi. 2. Siirtosuhde on pienempi, ensimmäisen ja viimeisen pään suhde on pienempi ja tarkkuus on suurempi. 3. Siirto-osan pää on se osa, jolla on suurin vaikutus virheeseen, ja dekantteri on tarkempi. 4. Kalibrointi Käytetään kalibrointilaitetta.
10,Mikä on käsittelyvirheen luokittelu? Mikä on kiinteän arvon virhe? Mikä on virhe muuttuvassa arvojärjestelmässä? Millainen virhe on randamissa?
{Järjestelmävirhe: (Kiinteän arvon järjestelmävirhe, Muuttuvan arvon järjestelmävirhe) Satunnaisvirhe
Systemaattinen virhe tietyllä arvolla: Työstöperiaatteen, työstökoneen, leikkuutyökalun, kiinnittimen valmistusvirheen ja esitejärjestelmän muodonmuutoksen aiheuttama käsittelyvirhe.
Virheet arvojärjestelmässä: pylväiden kuluminen, työkalujen, kiinnikkeiden ja koneiden lämpömuodonmuutokset ennen lämpöeristystä.
Satunnaisvirhe: Blanking Coppi -virhe, sijainnin määritysvirhe, projisointivirhe, moninkertaisen säädön virhe, jäännösjännityksen muodonmuutosvirhe }.
11. Millä menetelmällä varmistetaan työstötarkkuus ja ylöspäin suuntautuva säätö?
{Elastisiteetin ehkäisytekniikka: Erittäin kehittyneen tekniikan ja laitteiden järkevä käyttö johtaa metaelastisuuden, metaelastisuuden siirron, metaelastisuuden tasauksen ja metaelastisuuden tasauksen välittömään vähentämiseen.
2. Joustokorjaustekniikka: Automaattisen kapalointitutkimuksen ja leikkauksen päättämät joustokertoimet aktiivisia ohjauksia varten}.
12、Millainen on työstetyn pinnan muoto?
{Karheuden geometria, pinta うねり, tekoschin suunta, pinnan vähättely}.
13. Mitkä ovat pintakerrosmateriaalien fysikaaliset ja kemialliset ominaisuudet?
{Pintametallin kylmätyökarkaisu 2.Pintametallin histologinen muodonmuutos 3.Pintametallin jäännösjännitys.}
14. Analysoi pinnankarheuteen leikkaustoiminnoissa vaikuttavia tekijöitä.
{剤の適切な選択工具すくい角の適切な増大工具の切れ味の向上 }}による粗さ値:切残渣部の高さ 1 toissijainen syy:円弧半径 työkalun kärjen 1次たわみ 2次たわみ 送り 2 toissijainen syy:切切速度の増大 Leikkausöljy 「適切な選択工具すくい角の適切な増大工具の切れ味の向上
15.Analysoi koneistetun pinnan pinnankarheuteen vaikuttavia tekijöitä.
Fysikaalisten tekijöiden vaikutus: Pintametallien plastinen muodonmuutos: Hionnan Durum-tilavuuden valinta hionnan pääkannasta}{1.Geometrian vaikutus: Hionnan Durum-tilavuuden vaikutus pinnan karkeuteen2.Hionnan pääkannasta ja hionnan pääkannasta Durum-tilavuuden vaikutus pinnan karkeuteen2.Fysikaalisten tekijöiden vaikutus: Pintametallien plastinen muodonmuutos: Hionnan Durum-tilavuuden valinta hionnan pääkannasta
16. Analysoidaan leikkuupintojen kylmäkarkaisuun vaikuttavia päätekijöitä.
Leikkausmäärän vaikutus Työkalun muodon vaikutus Työstömateriaalin ominaisuuksien vaikutus} {Leikkausmäärän vaikutus Työkalun muodon vaikutus Työstömateriaalin ominaisuuksien vaikutus} {Leikkausmäärän vaikutus Työkalun muodon vaikutus Työstömateriaalin ominaisuuksien vaikutus} {Leikkausmäärän vaikutus Työkalun muodon vaikutus Työstömateriaalin ominaisuuksien vaikutus} {Leikkausmäärän vaikutus Työkalun muodon vaikutus Työstömateriaalin ominaisuuksien vaikutus}
17、Grazing焼き入れとは? Mitkä ovat parhaat tavat hioa ja kiillottaa? Mikä on paras tapa jauhaa ja pariloida?
{Hehkutus: Zonaatioprosessorin lämpötila ylittää hehkutetun teräksen faasimuunnoslämpötilan, martensiittimuunnoslämpötila ylittää lämpötilan, ja käsitellyn materiaalin pinnalla oleva martensiitti muuttuu kovuuden kovuuden mukaan. Takaisinkuoriutuminen: Zonaatiovyöhykkeen lämpötila ylittää faasimuunnoslämpötilan, ja kampiakselin jäähdytysvaikutus johtaa kovan sekundäärisen kuoriutuneen martensiittirakenteen kehittymiseen pintametalliin. Kovuudeltaan alhaisen sekundääri-anodisoituneen rakenteen syntyminen sekundääri-anodisoituneeseen martensiittiin: Kun hiontavyöhykkeiden lämpötila ylittää faasimuutoslämpötilan ja kun hiontaprosessin jäähdytysaine ei täytä lämpötilaa, pintametalliin syntyy anodisoitunut rakenne ja pintametallin kovuus laskee huomattavasti.}
18. Prosessitärinän ehkäisy ja hallinta
{Prosessin värähtelyä aiheuttavien olosuhteiden poistamisen tai vähentämisen, prosessoitujen järjestelmien dynaamisten ominaisuuksien parantamisen, prosessoitujen järjestelmien vakauden parantamisen sekä erilaisten värähtelyä vähentävien laitteiden ja värähtelyä vähentävien laitteiden käytön lisäksi olemme kehittäneet uuden järjestelmän prosessoitujen järjestelmien värähtelyn vähentämiseksi.}
19. Jalostustekniikka, insinöörityö ja manuaalinen tekniikka ovat tärkeimmät rikokset, ja niiden käyttötarkoitukset selitetään lyhyesti.
{Jalostus: Yksittäisen tuotteen pienimuotoinen tuotanto yleisiä jalostusmenetelmiä käyttäen Jalostus: Keskisuuren mittakaavan tuotanto Skeins: Yksittäisen tuotteen laajamittainen tuotanto yksityiskohtaista viimeistelyä käyttäen.}
*20. Karkean mallin valinnan periaate? Mitkä ovat kalvon valinnan periaatteet?
{Coarse データム:1.Principle keskinäisen aseman olennaisten varmistaa, että 2.Principle käsittelyn pintakäsittelyn sukupolven kohtuullisen な jakelu varmistaa, että 2.Principle käsittelyn pintakäsittelyn sukupolven kohtuullisen な jakelu varmistaa, että 3.Principle työn ワークのクランプを容易にするためめ, 4.Coarse データム on yleinen mikro データム データム データム Principle käytön 繰り回してはならない:1.Developing periaatteen オータム オータム オータム オーター オーターラップ, 2.Principle homogeenisuuden periaatteen periaatteen periaatteen 3.Principle periaatteen periaatteen periaatteen オータム マータム ために互い。. オーバーラプ periaate, 2. Homogeenisuuden periaateデータム, 3. Periaatteiden yhteentoimivuuden periaateデータム. }}
21. Mikä on hankkeiden järjestyksen periaate?
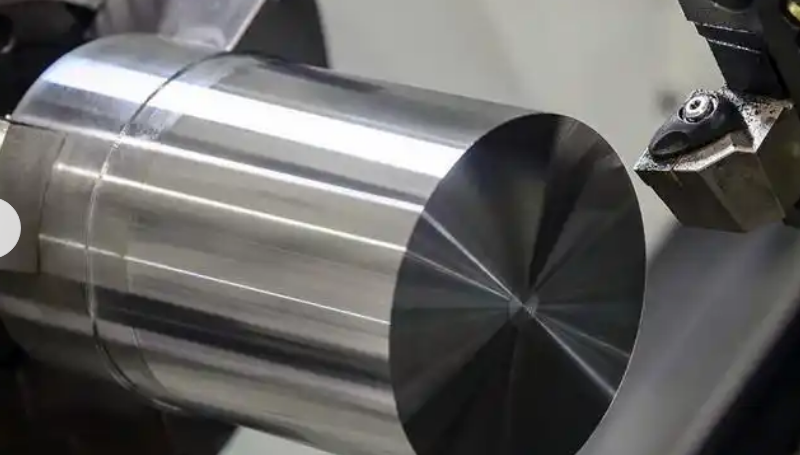
{Pohjapinta koneistetaan ensin, 2. puolet paikkamäärästä koneistetaan ensin, 3. ensisijainen pinta koneistetaan ensin ja toissijainen pinta koneistetaan ensin ja 4. karu pinta koneistetaan ensin päällysrakenteen työstöprosessilla.}![图片[1]-机加工工艺大全!(机械加工工艺及加工件工序分析)-大连富泓机械有限公司](https://cndlfh.com/wp-content/uploads/2025/08/QQ20250829-202203.png)
22. Mitä etuja käsittelyvaiheilla on? Mitkä ovat jalostuksen edut?
{Viimeistelyvaiheiden erottelu: 1. Karkeakäsittelyvaihe - Puolierikoistumisvaihe - Erikoistumisvaihe - Tarkkuuserikoistumisvaihe Karkeakäsittelyssä esiintyvien lämpömuodonmuutosten ja jäännösjännitysten poistamiseen tarvitaan hyvin vähän aikaa, jotta lopputuotteen tarkkuus paranee sen jälkeen. Koneistusprosessia on parannettu. Jos koneistusprosessissa ilmenee ongelmia, seuraavaa koneistusprosessia ei tarvitse suorittaa, eikä sitä tarvitse tehdä. Tarkkuuskoneiden tarkkuuden säilyttämiseksi järkeistämme laitteiden käyttöä käyttämällä matalan tarkkuuden koneita karuihin työstöihin ja käyttämällä tarkkuuskoneita ammattikäyttöön. Henkilöresurssien järkevä kohdentaminen ja ammattitaitoisten työntekijöiden erikoistuminen tarkkuus- ja ultratarkkuuskoneistukseen ovat erittäin tärkeitä tuotteiden laadun ja teknisen osaamisen parantamisen varmistamiseksi.}
23. Mitkä ovat keskeiset tekijät, jotka vaikuttavat projektipäällikön vaikutuksiin?
Tiedot {1.Edellisen prosessin Ta tuuman toleranssi, 2.Edellisen prosessin tuottama pinnankarheus Ry ja pinnan syvyys Ha, 3.Edellisen prosessin avaruusvirhe}.
24. Mitkä ovat työn hinnan osatekijät?
{T = T yksikköaika + t päätösaika/n}.
25. Mitkä ovat esimerkkejä tuottavuuden parantamisohjelmista?
{Perusajan lyhentäminen 2. Tukiajan ja perusajan toiston lyhentäminen 3. Osion noutoaika lyhentäminen 4. Valmistelu- ja viimeistelyajan lyhentäminen}.
26. Mikä on organisaation rakentamista koskevien säännösten pääasiallinen sisältö?
{1.Tuotepiirustuksen analysointi, kokoonpanoyksikön jako, kokoonpanomenetelmän määrittäminen, 2.Kokoonpanojärjestys, kokoonpanoprosessin jako, 3.Kokoonpanoajan laskeminen, 4.Tarvittavat tekniset elementit, laadunvalvontamenetelmä, tarkastajan määrittäminen, 5.Kokoonpantujen osien kuljetusmenetelmä, tarvittavien laitteiden ja työkalujen määrittäminen, 6.Kokoonpanoprosessissa tarvittavien työkalujen, jigien ja erikoislaitteiden valinta ja suunnittelu. Kokoonpanoprosessissa tarvittavien työkalujen, jigien ja erikoislaitteiden valinta ja suunnittelu. }}
27. Mitä näkökohtia on otettava huomioon mekaanisten rakenteiden kokoonpanossa ja valmistuksessa?
{1. Mekaaniset rakenteet, jotka voidaan jakaa itsenäisellä kokoonpanoyksiköllä 2. Leikkaus ja mekaaninen käsittely kokoonpanon aikana ja 3. Mekaaniset rakenteet, jotka voidaan helposti koota ja purkaa}.
28、Mitä tarkoitetaan yleisesti kokoonpanon tarkkuudella?
{1. Keskinäinen paikannustarkkuus, 2. Keskinäinen liiketarkkuus, 3. Keskinäinen フィッティング-tarkkuus}.
29. Mitä mieltä olet "muodostamismenetelmästä"?
{1. Kokoonpanomenetelmäチェーン on yksinkertaistettu; 2. Kokoonpanomenetelmäチェーン koostuu "yhdestä vuorauksen osasta"; 3. Kokoonpanotarkkuuselementin suunta on erilainen kuin sijainti, ja kokoonpanorakenteen "suuntaavuus" on sama. Kokoonpanorakenteen "suuntaa" olisi valvottava eri elementtien suunnan mukaan. アセンブリ寸法チェーン}.
30. Millä menetelmällä varmistetaan kokoonpanon tarkkuus? Mitä menetelmiä sovelletaan?
{1. vaihdettavuus, 2. valinta, 3. muutos, 4. säätö}.
31、Työkoneissa käytettävien jigien ja kiinnikkeiden koostumus ja toiminta?
{Työstökoneiden jigi on laite, joka kiinnittää työkappaleen koneeseen. Sitä käytetään korjaamaan työkappaleen asentoa koneeseen ja työkaluun nähden. Se on myös tarpeen säilyttää asento muuttumatta prosessisuunnitelmassa. 1. Asentoa määrittävä elementti on laite 2. Työkalun ohjauselementti on laite 3. Kiinnityselementti on laite 4. Kaapelielementti on laite 5. Kiinnityskohtainen 6. Muut osat ovat laite....
Päätehtävät: 1. Varmistetaan jalostuslaatu 2. Lisätään tuotannon tehokkuutta 3. Laajennetaan konetekniikan valikoimaa 4. Vähennetään työntekijöiden työmäärää ja varmistetaan tuotannon turvallisuus. }}
32. Millainen on lähiympäristössä käytettävien kiinnikkeiden valikoima ja millaisia kiinnikkeitä työkoneissa käytetään?
{1.Yleiskäyttöiset astiat 2.Erikoisastiat 3.Ajastabul-astiat ja geeliastiat 4.Kätevät astiat ja satunnaiset astiat}.
33: Mitkä ovat asemanmäärityksen osatekijät, joita käytetään tason aseman määrittämiseen teoksessa? Analysoidaan vapausasteiden poissulkemista.
{Position määrittäminen käsiteltävän kohteen tasaisella pinnalla. Yleisesti käytettävät paikannuselementit ovat: 1. Kiinteä pistorasia 2. Säätömahdollisuuspistorasia 3. Itsesäätyvä pistorasia 4. Täydentävä pistorasia }.
34: Mitkä ovat asemanmäärityksen elementit, joiden avulla voidaan määrittää kappaleen sijainti lieriömäisessä ontelossa? Analysoidaan vapausasteiden poissulkemista.
{Työtila on sylinterimäinen ontelo, joka määrittää sijainnin. . Yleisesti käytetyt paikanmäärityselementit ovat 1.kara 2.paikanmääritystappi}.
35: Mitkä ovat sijainnin määrittämisen elementit, joiden avulla voidaan määrittää teoksen sijainti aidolla pinnalla? Analysoidaan vapausasteiden poissulkemista.
Työpaikan asema {real yen de naiサーフェスでワークピースの位置決め. . Yleisessä käytössä oleva sijaintipäätöselementti on Vbrook}.
36.Mikä on työ, joka on konfiguroitu "2 nastalla kalvon sivulla", ja mikä on 2 nastan rakenne?
{1.2 Määritetään piien keskipisteiden välinen etäisyys ja toleranssi. 2. Määritetään lieriömäisen pi:n halkaisija ja toleranssi. 3. Määritetään timantinmuotoisen pi:n halkaisija ja leveyden toleranssi. }}
37. Mitkä ovat ne 2 puolta, jotka sisältyvät sijainnin määritysvirheeseen? Millä menetelmällä sijainninmäärityksen virhe lasketaan?
{Web-sivuston tuottaminen, jossa on virheellisiä sijaintipäätösvirheitä, jotka johtuvat web-sivuston läheisyystiedoista ja sijaintipäätösdatasta, johtuvat nyt Flexchip-järjestelmän sijaintipäätöselementtien sijaintipäätöspinnasta.}
38.Korjaamolaitteiden suunnittelua koskevat perusvaatimukset
{1.Kiinnitysmekanismi on suunniteltu pitämään työkappaleen oikeassa asennossa. 2. Kiinnitysvoima on sopiva, kiinnitysmekanismilla vältetään työkappaleen epätarkoituksenmukainen muodonmuutos ja pinnan vaurioituminen, ja työkappale aiheuttaa hidastumista ja värähtelyä proteesissa, jotta varmistetaan työkappaleen asianmukainen toiminta.
3. Puristuslaite on helppokäyttöinen, työvoimaa säästävä ja turvallinen. 4. Puristuslaitteen monimutkaisuus ja automaatiotaso soveltuvat tuotantoeriin ja tuotantomalliin. Rakenteen suunnittelu perustuu standardoitujen komponenttien käyttöön järjestelmän rakentamisessa.}
39. Mitkä kolme tekijää määrittävät puristusvoiman? Mitkä ovat periaatteet puristusvoiman suunnan ja vaikutuskohdan valinnassa?
{Puristusvoiman suunta perustuu seuraaviin yleisiin periaatteisiin: 1. Puristusvoiman suunta on tarpeen asentopäätöksen rikkomiseksi, työn oikean asentopäätöksen helpottamiseksi, ja 2. Tärkein puristusvoima on yleensä suunnattava pystysuoraan asentopäätöksentekopintaan nähden. Leikkausvoiman suunnan ja työkappaleen painovoiman suunnan on oltava sama kuin leikkuuvoiman suunta ja työkappaleen painovoiman suunta, tarvittaessa tarvittavan puristusvoiman valintaa koskevan yleisen periaatteen vähentämiseksi:
1. Kiinnitysvoiman vaikutuskohta on tukipinnan muodostamassa tukielementissä.
2. Puristusvoiman vaikutuskohteena on vähentää työstöpuristimen muodonmuutosta ja vähentää osan jäykkyyttä. 3. Puristimen voima pienentää työkappaleeseen kohdistuvaa leikkausvoimaa, ja työstetyt pinnat ovat lähempänä pintaa kuin ne olisivat, jos leikkausvoima olisi pienempi.}
40、よく使われるクランプ機構とは? Analysoi ja keskity kiinnitysmekanismin kallistusmekanismia.
{1、oblique クランプ rakenne 2、ネジクランプ rakenne 3、eccentric クランプ rakenne 4、ヒンジクランプ rakenne 5、センタリングクランプ rakenne 6、リンケージクランプ rakenne}.
41. Mitkä ovat kaivettujen kultatyyppien rakenteelliset ominaisuudet, jotka olisi luokiteltava? Mitkä ovat kaivettujen liuskeiden rakenteelliset ominaisuudet, jotka olisi luokiteltava? Millaisia ovat kaivettujen tenplettien luokittelu ja erityiset kiinnitysmenetelmät, joita voidaan soveltaa eri patruunatyyppien erottamiseksi toisistaan?
{Kultatyyppinen ontelo, jolla on yleiset rakenteelliset ominaisuudet.
1, kiinteä鋭い型 2, kääntyvä tyyppi鋭い型 3, sisältä ulos鋭い型 4, overlaying鋭い型 5, liukuva cone鋭い型の構構鋭い型の徴:
2、1、Kiinteä pistekosketustyyppi 2、Vaihtopistekosketustyyppi 3、Potkuvaihtopistekosketustyyppi 4、Erikoispistekosketustyyppi Pistekosketustyyppi liitetään puristimeen seuraavilla tavoilla.
3.フィックスド・ヒンジ・セパレート・サペンデッド}.











Ei kommentteja