

まず初めに断っておきますが、「他人の興味を深く惹きつけるような記事を書きたい」という方のために、極低温圧力容器設計のポイントや注意点をまとめたサンプル記事を特別に用意しました。インスピレーションや参考になれば幸いです。この内容を注意深く辛抱強くお読みください。
![图片[1]-極低温圧力容器の設計上のポイントと注意事項について説明します。-大連富泓機械有限公司](/wp-content/uploads/2026/04/1775844766658_0.jpg)
現在、産業設備においては、ガス液化の製造時間が増加し、輸送時間も増加し、使用時間も増加しています。低温技術は、さまざまなタイプの低温圧力容器の進歩と変革を促進してきました。低温圧力容器の設計は、常温容器の設計に比べて面倒です。そこで本稿では、低温圧力容器の使用上の特徴と注意すべき点を中心に分析します。低温圧力容器の材質の種類、構造設計のポイント、製造プロセスのポイントなども解説します。これにより、低温圧力容器の設計作業がより円滑に進められることが期待されます。
キーワード: 極低温圧力容器機器。デザインコンセプト。包括的な議論。注意すべき重要なポイント
1 極低温圧力容器の設計温度を決定する
炭素鋼、低合金鋼、二相ステンレス鋼、フェライトなどの材料は、設計温度が-20℃未満の場合、極低温容器の重要な材料として使用できない場合があります。設計温度が-196℃未満の場合、オーステナイト系ステンレス鋼容器を低温容器に設置できるかどうかを判断するために使用されます。具体的な設計を行う際、スタッフはコンテナ温度の影響要因を調査し、コンテナの使用場所と設置特性を理解し、通常の作業条件下でのコンテナシェルの金属温度も考慮する必要があります。
2 材質選定のポイント
低温圧力容器の破損は脆性破壊によって引き起こされます。これは、鋼が低温条件下では非常に脆くなり、靭性も低下することを示しています。低温鋼には、製錬方法、熱処理、化学組成の点でさまざまな要件があります。使用されている鋼材は低温衝撃に強い特性を持っています。現在、我が国の低温鋼は使用温度に応じてカテゴリーに分類できます。まず、設計温度は -20°C 未満、-40°C 以上です。このタイプの容器に使用される鋼材は、屋外環境や温度の影響を受けやすい空気貯蔵タンクや窒素貯蔵タンクなどに使用されることが多いです。第 2 に、設計温度は -40°C 未満、-196°C 以上の範囲にあります。この種のコンテナは主にniブランドの低温鋼を使用して低温コンテナを製造しています。一般的に、設計温度が -70°C のコンテナは液体アンモニア プラントで使用できます。 -100℃の低温コンテナ機器の製造にも使用できます。設計温度が -196°C より高い場合、オーステナイト系ステンレス鋼材料を使用して衝撃試験を回避できます。第三に、設計温度は -196°C 未満、-253°C 以下の範囲にあります。この種の容器はオーステナイト系ステンレス鋼で作られています。さらに、オーステナイト系ステンレス鋼については、この温度範囲で関連する衝撃試験を実行する必要があります。
3 極低温圧力容器の構造設計の具体的な要素
3.1 コンテナ構造設計時の注意点
まず第一に、設計者はフィーチャー構造が単純な特性を持っていることを確認し、不必要な制約を減らし、過剰な追加応力を防止し、過度の温度変化を回避し、一貫した材料選択の原則を遵守する必要があります。第二に、設計者は、構造形状の突然の変化を避け、局所的な応力の拡大を軽減するために最善を尽くす必要があります。亀裂は主に高い局所応力によって発生します。第三に、ノズルとケーシングの間の接続領域の隅肉溶接には、凹型の滑らかな装置を使用する必要があり、ノズル端の内壁は丸くする必要があります。ノズルの補強は全体補強または厚肉パイプ補強を行ってください。補強リング構造を使用する場合は、完全溶接構造と組み合わせる必要があり、溶接シームを使用してスムーズに移行する必要があります。 5 番目の点は、サポートとシェルを溶接するときに、対応するバッキング プレートを配置する必要があります。 3.2 シール締結部品の設計。低温圧力容器方式ではスタッド締結部品を使用する必要があります。従来のフェライト製の市販の締結部品は使用できません。設計温度に基づいて、対応する材料を選択する必要があります。一般に、スタッド材料は設計温度が -40°C ~ -70°C の場合に選択する必要があります。一方、スタッドの材料は、設計温度が -100°C ~ -70°C の場合に選択する必要があります。硫黄やリンの化学組成を限定し、それに対応した低温衝撃実験を行うことも必要です。
3.3 シーリングガスケットの効果的な設計
シールガスケットは、ポリテトラフルオロエチレンや柔軟なグラファイトなどの材料で作る必要があります。これらの材料は、低温で優れた弾塑性特性を備えています。 -40℃以下で作業者がシールガスケットを使用する場合は、オーステナイト系ステンレス鋼材、銅材、またはアルミニウム材を使用する必要があり、これらの材質は低温環境下での変態が少ない金属材です。
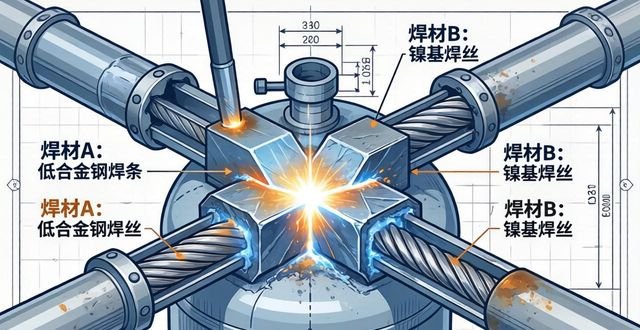
4 溶接継手の設計と溶接材料の使用
低温圧力容器設備では、運転中に重力とさまざまな溶接継手の性能を考慮する必要があるため、作業者は溶接継手を適切に設計する必要があります。低温圧力容器の耐圧部分には、溶接構造の設計手法が使用されることがよくあります。クラス A 溶接継手は、両面溶接または両面溶接と同様の完全溶け込み突合せ溶接継手を使用する必要があります。片面突合せ継手を使用する場合、作業者がバッキングプレートを使用して片面溶接を行う場合、溶接完了後にバッキングプレートを取り外す必要があります。 B 種溶接継手の軸応力は A 種溶接継手の軸応力と同じです。構造が制限される場合には、バッキングプレートを取り外すことなく片面突合せ溶接継手が使用できます。 C種溶接継手は、どのような形状を採用しても完全溶け込み断面構造となります。 D 種溶接継手も、その形状に関係なく、完全溶け込み断面構造です。構造要件に加えて、クラス E 溶接継手では廃止された溶接方法を避ける必要があります。 E 種溶接継手の場合は、スポット溶接も避けてください。溶接棒は母材と化学組成および機械的性質が類似した低水素アルカリ溶接棒を使用する必要があります。フラックスはアルカリ性または中性のフラックスを使用し、低温衝撃値が規格値以上のものを使用してください。さらに、堆積された金属の拡散性水素含有量を再テストする必要があります。さまざまな種類の鋼溶接プロセス評価および製品溶接試験プレートも、関連する規制に準拠する必要があります。まず、溶接継手の引張強度は、周囲の母材の最小引張強度を下回ることはできません。第二に、フェライト側の融解線と熱影響部の衝撃力は、フェライト鋼の引張強度に関係します。第三に、スタッフは継手の対応する側面曲げ試験操作も実行し、曲げ中心直径を試験片の厚さの4倍に設定し、曲げ試験操作完了後に引張表面で測定した亀裂サイズが1.5mmを超えてはならず、融着線での亀裂欠陥が3mmを超えてはなりません。 (以前の材料選択と矛盾します)
5 製造検査時の注意事項
極低温圧力容器を製造する前に、容器に使用されている鋼材を再検査する必要があります。第三種船舶や球形タンクに使用される鋼材については、プロジェクト全体を再検査する必要があります。低温圧力容器機器を溶接する前に、関連する規格と仕様に基づいて溶接プロセスを評価する必要があります。低温容器の溶接点は線エネルギーを制御する必要があります。プロセス認定の範囲内で、より小さな溶接ライン エネルギーを使用できます。溶接面にアンダーカットなどの欠陥は認められません。極低温容器の中にタイプ A の縦溶接継手を備えたコンテナがある場合、スタッフは製品の溶接部品を準備する必要があります。製品の溶接部品を実際に生産する際、元の製品の形状に合わせて溶接機を操作することで、同じ溶接プロセスと条件で製品の溶接接合部を効果的に完成させることができ、製品完成後に製品を作り直すことはできません。低温圧力容器は設計図書に指定された方法で試験し、熱処理などの製造データを記録して追跡可能にする必要があります。
6 Päätelmät
全体として、低温圧力容器は低温環境でも科学的に動作できます。高温環境に適応した他の低温圧力容器と比較して、低温圧力容器は偶発的な損傷に遭遇する可能性があります。極低温圧力容器に明らかな隙間や欠陥がある場合、つまり極低温圧力容器の動作温度が低すぎる場合、極低温圧力容器は脆くなったり損傷したりする可能性が非常に高く、これにより一連の危険が引き起こされ、建設作業員の生命の安全に影響を与え、さらには会社の経済に重大な影響を与えることになります。したがって、極低温圧力容器を設計する際、スタッフは極低温圧力容器の潜在的な安全上の危険を効果的に軽減するために、極低温圧力容器に対する温度の影響に注意を払う必要があります。












Ei kommentteja