
技術的な紹介:
マイクロサイズの複雑な薄肉部品の加工における位置決め精度の低さと従来の治具の適応性の低さの問題を考慮して、本発明は、気液減衰シリンダと多軸制御システムを統合した精密治具を提案する。 5組のユニバーサルジョイントで接続された気液減衰シリンダーは、リフト量0~80mm、たわみ量0~270°を実現します。気液減衰シリンダは、視覚システムからのリアルタイムフィードバックと産業用コンピュータの集中制御を組み合わせて、クランプ力と姿勢を正確に調整します。これにより、複合工作機械では一度のクランプで多工程の加工が完了し、加工効率と精度が大幅に向上します。
キーワード: 精密治具、気液減衰シリンダ、視覚制御
微小・複雑な薄肉部品を加工するための精密治具とその制御方法
【技術分野】
本発明は、微細工作機械加工に用いられる精密治具及びその制御方法に関する。特に、微小で複雑な薄肉部品の加工に使用される精密治具とその制御方法に関する。一般に、メソ/マイクロのクロススケール処理技術の分野に分類されます。はい、まさにその通りです。
【背景技術】
極小部品を加工する場合、工作機械を切り替える際に頻繁に部品を掴む必要があります。全体の構造サイズが小さく、体積も小さいため、紛失したり破損したりしやすいです。機能面が小さく、位置変更やクランプの信頼性が低く、変形しやすいです。加工精度が損なわれ、ひどい場合は部品を廃棄することになります。
特に、複雑な構造、小さなラインサイズ、多数の加工手順、および非常に高い精度要件を備えた精密微細構造部品の場合は、従来の分散プロセス方法を使用する必要があります。複数の工作機械では複数回のクランプや位置決めを経て加工が行われるため、加工品質を保証できないことがよくあります。また、一部の部品では加工合格率や加工効率が特に低くなります。
まずはクランプ回数を減らし、それによる複数の位置決め誤差の蓄積を回避し、加工精度を向上させる必要があります。この方法によってのみ、プロセスの高い信頼性を効果的に確保し、欠陥のない生産を達成することができます。
さらに、複数のクランプに必要な位置決め時間を節約し、加工時間と各プロセス間の補助時間を短縮し、使用する工作機械の数を減らし、材料の流れを簡素化することで、部品の加工と成形に費やす時間を大幅に短縮し、生産効率を向上させ、生産設備の柔軟性をさらに向上させ、工作機械設備全体が占有する床面積を削減し、投資コストを節約することができます。
【発明の内容】
本発明の目的の一つは、複合工作機械におけるワーク全体の加工を一度のクランプで完了することができ、微細で複雑な薄肉部品の加工に適した、簡単な構造と合理的なレイアウトを備えた精密治具を提供することにある。
上記の目的を達成するために、本発明によって解決される技術的課題は、厚さ0.1〜0.5mmの薄肉加工材料の効果的な吸引、位置決め、およびクランプをどのように達成するかである。昇降0~80mm、たわみ0~270°が可能で、任意の空間でホバリングして姿勢を保持できる精密治具の昇降・たわみプラットフォームをどのように実現するか。
技術的解決策は、上記の技術的問題を解決するために、本発明がマイクロサイズの複雑な薄肉部品を加工するための精密治具を有することである。この固定具には、ベース、昇降可能な偏向プラットフォーム、および 5 つの気液減衰シリンダーが含まれています。ベースは一体構造で、下部が厚く上部が薄い2つのセクションに分かれています。全体の形状は平坦な段付きシャフトです。
昇降可能な偏向プラットフォームは円形のプレートです。
ベースと昇降可能な偏向台は上下に平行に配置され、全体として上記5本の気液減衰シリンダーを介して接続されている。
前述したように、5 つの気液減衰シリンダーのうち 1 つは中央の気液減衰シリンダーです。中央気液減衰シリンダの中心軸とベースおよび昇降可能な偏向プラットフォームの中心との間の接続線は同一直線上にある。
上記の5つの気液減衰シリンダは、次の方法でベースおよび昇降可能な偏向プラットフォームに接続されている。すなわち、中央の気液減衰シリンダの下端が自在継手によってベースに回転可能に接続され、中央の気液減衰シリンダの上端がボールピンを介して昇降可能な偏向プラットフォームに回転可能に接続されている。
このうち、他の4つの気液減衰シリンダは全て周辺気液減衰シリンダである。各周囲の気液減衰シリンダーの上端は、昇降可能な偏向プラットフォームとの回転可能な接続を形成します。接続箇所4ヶ所は全て上部ユニバーサルジョイントです。これらの4つの上部ユニバーサルジョイントは、昇降可能な偏向プラットフォームの下面の縁の内側の同じ円周面上に均等に配置されている。
各周囲の気液減衰シリンダの下端は、ベースに対して回転可能な連結状態を形成している。 4 つの回転可能な接続はすべて下部のユニバーサル ジョイントです。これら4つの下部ユニバーサルジョイントは、ベースの上面の縁部の内側の同一周面上に均等に配置されている。
真空吸引カップが昇降可能な偏向プラットフォームの上面の中央に設けられています。
半径方向に沿って、真空吸引カップの外壁と昇降可能な偏向プラットフォームの端の間にある昇降可能な偏向プラットフォームの上面に 4 つのスライド レールが均等に配置されています。
上記4本のスライドレールのうち、各スライドレールの内側にはスライドブロックが設置されている。各スライドブロックの上面には、垂直方向に延びる直立した連結軸が設けられており、各スライドブロックの上面には連結軸が設けられている。各連結軸の上端面には、当該連結軸に直交し、クランプの中心軸方向に向けて押さえ板が固設されている。
押圧板と連結軸は一体構造となっており、各押圧板の端部下面には直角の切り欠きが設けられている。この直角の切り欠きは、真空吸盤の上部に置かれ、加工を待つ小さな複雑な薄肉部品の端を差し込み、クランプして固定するために使用されます。その深さと長さの寸法は、処理を待っている小さく複雑な薄肉部品の厚さとサイズに一致します。
上記の各スライドレールには、真空吸着カップの隣に電磁石が設置されています。各電磁石のコイルは外部電源に接続され、電磁力を発生させてその上の対応する圧迫板を下方に吸引します。
上記の微細で複雑な薄肉加工部品と真空吸盤の上面との間には、両面粘着フィルムの層が貼られています。
微小で複雑な薄肉部品を加工するための上記の精密治具の特徴は、一定数の長尺ガスケットも内蔵していることです。
スライドブロックとスライドレールの隙間には、必要に応じてガスケットが挿入されます。
さらなる改良として、スライド レールの両側に細長い貫通穴が設けられています。スライドレールの幅方向に沿って、スライドブロックと電磁石との間にも位置決め用のボルトが設けられている。
さらに好ましくは、上記基体上において、下側部分と上側部分との接続によって形成される段差部には、縁から放射状に多数の帯状の透明な位置決め穴が均等に開口されている。短冊状の透明な位置決め穴の目的は、精密治具全体を微細加工プラットフォームのベース上に組み立てる際の位置決めを行うことです。
さらに好ましい選択肢では、微小で複雑な薄肉部品の加工に使用される上記精密治具において、精密治具全体が微細加工プラットフォームのベース上に組み立てられるとき、ベースと微細加工プラットフォームのベースとの間にゴム製の衝撃吸収パッドも設けられる。
さらに好ましくは、上記真空吸引カップは、自動数値制御真空吸引カップである。
さらに、さらに最適化するために、微小で複雑な薄肉部品の加工に使用される上記の精密治具には、実際に、外部真空システム、油圧システム、電磁微小力圧縮システム、および次のような視覚イメージング システムが含まれます。
真空システムの最後に 3 番目のエアフィルターが設けられる場合があります。第3エアフィルタは配管を介して真空吸盤に接続されており、第3エアフィルタと真空吸盤との間にも圧力計が設けられている。
このような油圧システムは、5つの気液減衰シリンダにそれぞれ接続されている。その目的は、各気液減衰シリンダーを駆動して動作を実行することであり、動作の実行は油圧システムによって実現されます。
本説明における電磁システムは、4つの電磁石にそれぞれ接続されており、各電磁石のコイル電流を制御することを目的としている。
![图片[1]-微小・複雑な薄肉部品を加工するための精密治具とその制御方法-大連富泓機械有限公司](/wp-content/uploads/2026/01/1768226506826_1.png)
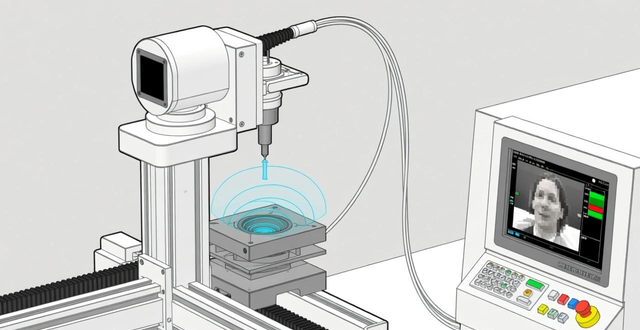
いわゆる視覚イメージングシステムは、精密治具の側面上の設置位置に配置されます。精密治具全体の動作状態を同期して撮像し、取得した画像データや情報を外部の産業用コンピュータに送信します。その後、産業用コンピュータ内にリアルタイム画像処理用に特別に用意されたソフトウェアによって画像処理プロセスが実行されます。
私たちが話している真空システムには、並列接続された 2 つの制御ループが含まれています。そのうちの 1 つは第 1 ループと呼ばれ、もう 1 つは第 2 ループと呼ばれます。
第一ループの端はエアフィルターに接続されており、真空ポンプを使用して真空吸盤を真空にし、吸着力を発生させます。
第2の回路の一端はエアフィルタに接続されており、その機能は真空吸盤内に圧縮空気を送り込み、真空吸盤内の真空状態を破って通常の大気圧状態に戻し、真空吸盤の吸着力をゼロにすることである。
最初の回路の終わりから始まりまでの接続順序は次のとおりです。最初に真空スイッチ、次に最初の 2 位置 2 方ソレノイド バルブです。ここで、第 1 の 2 位置 2 方向ソレノイド バルブの一方のポートは第 1 の空気容積に接続され、もう一方のポートは第 1 の真空制御キットの空気入口に接続されます。前記第1の真空制御補機は、順に接続された第1のエアフィルタ、第1の減圧弁および第1の空気圧計から構成される。上述の第1の真空制御アクセサリの空気出口は、真空ポンプおよび第1の真空発生器に順に接続される。 。
それぞれは、終端から始端への接続順序を持ち、第 1 タイプのコンポーネント、つまり一方向スロットルバルブ、第 2 タイプのコンポーネント、つまり第 2 の 2 位置二方ソレノイドバルブ、第 3 タイプのコンポーネント、つまり第 2 の真空制御コンポーネント、および第 4 タイプのコンポーネント、つまり第 2 回路の圧縮空気源となります。
第2の2位置二方ソレノイドバルブに接続された第2の真空制御アセンブリの空気出口端は、圧縮空気源の空気入口端に接続されている。上記第2真空制御アセンブリは、順に接続された第2空気圧計、第2減圧弁、第2エアフィルタおよび第3エアフィルタから構成される。
(2) 油圧システムには、油圧制御コンポーネントと空圧制御コンポーネントが含まれます。
オイルカップ、ワンウェイバルブ、スロットルバルブは一緒になって油圧制御コンポーネントを構成します。スロットルバルブは、気液減衰シリンダ内の油圧シリンダのオイル出口ポートに接続される。一方向弁の出口端は、気液減衰シリンダの油圧シリンダの油入口に接続され、油圧シリンダと気液減衰シリンダのスロットルバルブは作動油配管を介して接続されており、作動油の閉回路循環を形成している。
鉛直方向において、上記オイルカップの高さは、気液減衰シリンダの頂部の高さよりも高く、
いわゆる空気圧制御コンポーネントは、第 2 の圧縮空気源と 2 位置の N 方向電磁逆転バルブをカバーします。このうち、2位置N方電磁切換弁のエア出口ポートは、気液減衰シリンダのシリンダのエア入口に接続されている。 2位置N方電磁切換弁の空気入口ポートは、気液減衰シリンダシリンダの空気出口に接続され、圧縮空気閉回路サイクルを形成する。
(3) 電磁微小力圧縮システムは、圧縮プレートの下面に取り付けられた極薄の圧電センサーを備えています。超薄型圧電センサーは、加工対象の微小で複雑な薄肉部品にかかる電磁力の大きさを検出するために使用されます。
対物レンズ、画像伝送ビーム、伝送ビーム、画像取得カード、および画像処理ソフトウェアは一緒に視覚イメージング システムを構築し、マイクロサイズで複雑な薄肉部品の加工に使用される精密治具の上部に配置されます。
上記の技術的解決策は、このような技術的効果を直接もたらす。精密治具全体はシンプルな構造、コンパクトで合理的なレイアウトを備えており、厚さ0.1〜0.5 mmの薄肉加工材料の効果的な吸着、位置決め、クランプの要件を十分に満たすことができます。精密治具の昇降・偏向プラットフォームとして、0~80mmの昇降、0~270度の偏向を実現し、任意の空間内で必要な姿勢を維持するホバリングが可能です。複合工作機械のワーク加工全体を1回のクランプで完了できる精密治具の技術要件を十分に満たしています。微小・複雑な薄肉部品の加工に適しています。
上記の技術的効果をよりよく理解するために、簡単な分析と説明は次のとおりです。
上記の技術的方法では、両面テープの使用、小型の自動数値制御真空吸引カップの使用、つまり CNC 真空吸引カップの使用、および一連の真空システム技術手段の使用は、処理対象の薄肉部品の信頼性の高い吸引と位置決めを確保するのに非常に効果的です。クランププレートと電磁石の協働により、加工対象の薄肉部品の真上にある表面が確実に圧縮効果を達成し、側面が絞り位置を達成することができます。
2.上記の技術的解決策では、周囲に4つの気液減衰シリンダがあり、その上端と下端がそれぞれユニバーサルジョイントによって接続されている。中央の気液減衰シリンダーもあり、その下端はユニバーサルジョイントを介してベースに回転可能に接続され、上端はボールピンを介して昇降可能な偏向プラットフォームに回転可能に接続されています。これらにより、昇降可能な偏向プラットフォームは、薄肉部品の加工要件に応じて、0 ~ 80 mm で昇降、0 ~ 270° で偏向でき、必要に応じてあらゆる空間でホバリングできます。
現在のページ 1 1 2 3 4











Ei kommentteja