
導入
製造プロセスの研究では、加工特徴分析は部品をより深く理解するのに役立ちます。同時に、一般的な工作機械部品については、対応する加工特徴に基づいて解析を開始できます。フィーチャーは、部品の基本寸法と対応する幾何学的情報を表すだけでなく、後続の処理のためのデータ参照も提供します。設計や加工情報をまとめたものと言えます。一般的に使用される部品加工フィーチャには、平面、穴などが含まれますが、これらに限定されず、旋削、フライス削り、平削り、研削、穴あけなどの基本的な加工方法も含まれます。処理機能の正確な分析は、システム処理のより適切なパラメータ化を実現するのに役立ちます。
1 加工特性の分類
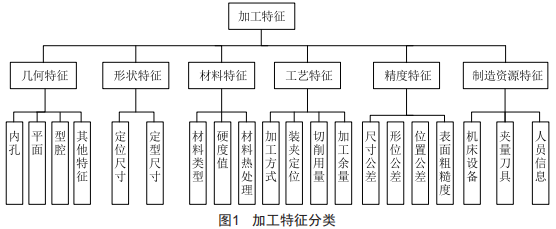
代表的な条件を表す加工特性には、主に幾何学的特性、精度特性、加工特性などが含まれます。詳細な紹介は図 1 のとおりです。

(1) 幾何学的特徴: 部品上のさまざまな平面、穴、キャビティの幾何学的形状を指します。
(2) 形状特徴: 形状特徴とは、部品の位置とサイズに関する処理情報を指します。
(3) 材料特性とは、部品に関する物理的特性および加工に伴う熱処理に関する情報を指します。
(4)工程特性:部品を加工した後に使用される加工工程情報の総和をいう。
(5) 精度特性とは通常部品の精度を指し、部品の表面の粗さや表面に現れるうねりなどのデータの総称です。
(6) 製造資源の特性はこういうものです。部品の加工に役立つさまざまな情報やリソースの総称です。この情報収集には、処理に必要な人材、物的資源、機械の使用に関する情報が含まれます。
2 代表的なフライス加工部品の加工特性
CNC工作機械は非常に複雑な構造をしています。内部部品がたくさんあります。それぞれを詳細に分析すると、作業量は間違いなく膨大になります。したがって、これを行う必要はありません。対応する典型的な部分を見つけて関連する分析を行うだけで、部分から全体を理解し、その全体的な処理設計方法を習得できます。
2.1 工作機械主軸箱
CNCフライス工作機械に使用される主軸箱の構造図を図2に示します。主軸箱の主な役割は、主軸箱を支持し、固定することです。様々な加工方法があり、直径の異なる多数の穴が分布した非常に複雑な構造をしています。
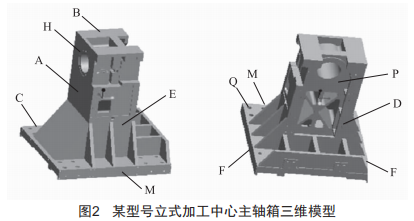
図 2 のこの動作を分析すると、このような部品の場合、加工に使用される主な面は写真にマークされている面 A、B、C、D、E、F、M、P などであり、ベースの穴 0 と側面の小穴に加えて、スピンドルの両端にある穴 H も加工する必要があることが推測できます。プロセスフローを段階的に分析します。具体的な状況は次のとおりです。
(1) 線画:荒削りラインをマーキングします。
(2) 最初に、A を基準面として使用し、B と C を粗加工します。次に、B と C を位置決め基準面として選択し、粗加工します。この処理はマージンを必要とせず、1パスで完了する。
(3) 粗ロック:装置を変更せずに H 面の穴をロックします。
(4) 精密加工を行う場合、まず B を基準として D 面と P 面で精密加工を行い、その後対応するデータム面に置き換えて精密加工を行う必要があります。
(5)精密ロック:Hの両側で精密ロックを行います。
(6) 穴あけ: ワークベンチを回転し、穴あけ用の別のステーションを選択します。
2.2CNC工作機械コラム
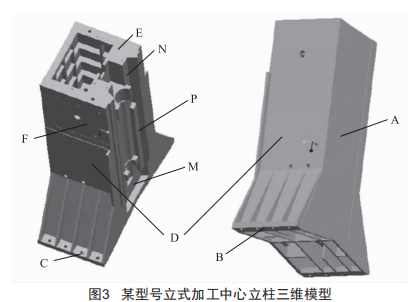
私たちが研究したい2番目の典型的な部品は、立型マシニングセンタのコラムです。その主な機能はスピンドルボックスをサポートすることであり、ベッド、スピンドル、その他のコンポーネントを接続できます。図 3 に示すように、サイズは大きくなりますが、その構造は比較的単純です。
具体的な手順は次のとおりです。
(l) 線引き:ブランクの大きさを考慮して、フライス加工用の線を引きます。
(2) 荒加工を開始する場合は、まず円筒面 A を基準にして荒加工を行い、その後、面を交換して荒加工を行い、必要に応じて取り代を付けてください。
(3) 仕上げ加工の場合は、工作機械を変更せず、B を位置決め基準面として仕上げ加工を行い、必要に応じてマージンを残して面を反転し、反対側を加工してください。
(4) 穴あけ: 別のステーションに切り替えて部品の穴を加工します。
2.3 スライドシート
特殊な環境下では特殊な形状の部品を加工する方法もあります。見ていきます。図4に示す部品は非常に複雑な形状をした部品であり、内部にはかなりの空間が多数存在します。この部分を「スライディングシート」または「スライディングテーブル」と呼びます。処理サイズが大きいので、ステップを分解して学習する必要があります。
解析の結果、主にオブジェクト A、B、C、D、E、F、M に対して荒加工と精密加工を行う必要があることがわかりました。さらに、平面を固定するための穴もいくつか加工する必要があります。対応する処理手順は次のとおりです。
(1) 線の描画: 上のガイド レールの線にマークを付けます。下のガイド レールの線にマークを付ける必要はありません。
(2) 荒加工を行う場合は、A を位置決め面として加工し、その後底面の荒加工を行ってください。次に、適切な取り代を選択して他の面を加工し、最後に底面を基準として A 面を加工します。
(3) 精密加工は、まず底面を基準面として A を精密加工し、次に精密加工面 A を加工基準として加工面以外の残りの面の加工を開始します。
(4) 穴あけ、フライス加工。穴の位置が異なるため、穴の穴あけとフライス加工を完了するには、対応するワークステーションを変更する必要があります。
3 結論
上記の事例を分析すると、従来の代表的な部品の加工工程には違いはあるものの、実際の加工工程は平面、穴、溝などの基本的な表面加工を網羅しており、ほぼ同じであることがわかります。典型的な工作機械部品の対応する分析とプロセス ルートの定式化は、加工ステップをより深く理解するのに役立ちます。これに基づいて、切断パラメータを選択することがより簡単かつ正確になります。











No comments