
超音波溶接プロセスのいくつかのパラメータ設定
プラスチック超音波溶接では、振幅、溶接時間、溶接圧力に相当するプロセス パラメータがカバーされます。これらのプロセス パラメータとパラメータ間の相互作用はすべて、溶接の品質に影響を与えます。
振幅の影響
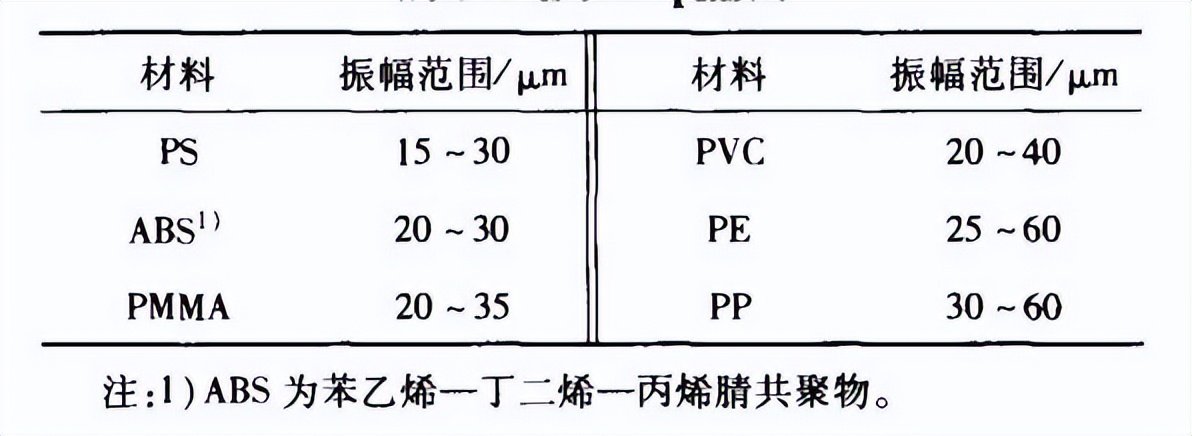
超音波溶接プロセスでは、プラスチックに対して最初に選択されるプロセス パラメータは振幅です。材料には、特定の超音波周波数の下で適切な振幅範囲があります。
熱可塑性プラスチックの超音波溶接に必要な振幅範囲は 20kHz 未満

適正な振幅範囲内で振幅が大きくなると超音波の拡散に有利となり、溶接継手の強度が向上します。
振幅 40 ~ 53/μm の範囲では、振幅の増加に伴って PP の溶接強度が増加することがわかりました。 PPとガラス繊維強化ポリプロピレン複合材料について、振幅25~40μmの範囲で研究を行ったところ、振幅の増加に伴って溶着強度が増加することが分かりました。
振幅が増加するにつれて溶融層の厚さはわずかに減少し、溶接継手のせん断強度は増加しますが、曲げ強度は減少します。プラスチック溶接に必要な振幅は、溶接形状の種類や溶接装置の周波数にも影響されます。挿入やリベット締結に必要な振幅は比較的大きくなりますが、平坦溶接に必要な振幅は小さくなります。
溶接時間の影響
溶接継手が良好な場合は、適切な溶接時間を選択する必要があります。溶接時間は長すぎても短すぎても溶接継手の強度が低下しますので注意してください。
PPを溶接する場合、高密度ポリエチレンを溶接する場合も同様で、溶接時間の増加とともに溶接継手の強度は増加します。溶接時間が一定の値(約 1.5 秒)を超えると、溶接継手の強度が低下し始めます。リモート溶接の ABS でも同様の状況が発生し、リモート溶接の PS でも同様の状況が発生し、転換点は約 2.4 秒でした。塩ビシートの超音波溶着の直交試験において、溶着時間に転換点があることが判明した。 PP包装袋の超音波溶着の直交試験において、溶着時間に転換点があることも判明した。 2 つのターニングポイントはそれぞれ 0.29 秒と 5 秒でした。
材料の厚さは溶接時間に影響しません。薄膜を超音波溶着すると、溶着時間も短縮されます。
加圧の影響
他の要素が決まると、圧力を一定の範囲内にすると、より優れた溶接強度が得られます。
ガラス繊維強化ポリプロピレン複合材料の重ね接合試験を実施しました。圧力が0.15MPa未満では、圧力が増加するにつれて接合強度が増加する。圧力が0.15MPaを超えると、接合強度は35MPa程度で比較的安定した状態になります。溶接圧力が0.4MPaを超えると、ポリプロピレンのマトリックスからのはみ出しが激しくなり、溶接継手の強度が低下します。
溶接圧力は溶接溶融部の厚さや配向度に大きく影響します。溶接圧力が増加すると、溶融層の厚さが減少し、溶接継手の配向度が増加します。マクロ的に見ると、溶接圧力が増加すると、配向方向に沿った接合部のせん断強度が増加し、配向方向に垂直な曲げ強度が減少します。
溶接ヘッド下降速度の影響
特定の条件下では、溶接ヘッドが早く下降するほど、より高い溶接継手の強度が得られます。超音波溶接プロセスでは、降下速度が速いため高い接触圧力が得られ、溶接界面の密着と分子の完全な拡散に有利です。
溶接ヘッドの下降速度は25mm/s、50mm/s、100mm/sの3種類で溶接を行います。下降速度を100mm/sに上げると、形成される多数の溶接継手の平均強度はさらに高くなり、28.38MPaに達します。
保持時間と保持圧力の影響
超音波が停止すると、溶接サンプルを互いに密着させ、2 つのワークピース間の良好な溶接接続を実現するという目的を達成するには、一定の圧力値を一定の時間範囲内で維持する必要があります。所望の時間長と一定の圧力値をそれぞれ保持時間と保持圧力と呼びます。
溶接継手の強度については、保持時間はプラスの影響を及ぼし、保持圧力もプラスの影響を与えます。ただし、他のプロセスパラメータと比較して、保持時間は溶接継手の強度にほとんど影響を与えず、保持圧力も溶接継手の強度にわずかな影響を与えます。
超音波溶接プロセスのパラメータを決定するには、上記の点を相互に補完し、柔軟に使用する必要があります。この方法によってのみ、良好な溶接結果が得られる可能性があります。











Keine Kommentare