
造船業界では、高度で効率的な溶接技術が非常に重要です。これにより、造船効率が大幅に向上し、建造サイクルが効果的に短縮され、船舶のより迅速な配送が可能になり、建造品質を確保しながらプロセスを最適化し材料の無駄を削減することで造船コストを大幅に削減できます。

その結果得られる高品質の溶接は、船舶構造の安定性と安全性を高めるだけでなく、船舶全体の品質も向上させ、航行中の船舶の信頼性を高めます。企業にとって、先進的な高効率船舶溶接技術の活用は経済効果を高める有効な手段です。熾烈な競争市場を活用し、企業の持続可能な発展を支援します。
1. 船舶の溶接工程
リベット留めと比較すると、船舶溶接には比類のない重要な利点があります。
(1) 1 つ目は材料コストと経済効果であり、次に溶接技術を使用して船の構造を構築することで、材料の使用量を効果的に削減し、さらにコストを削減し、最終的には経済効果を向上させることができます。
(2)複雑な水域環境における船舶の安全な航行に重要な優れた構造、優れた性能、優れた性能、良好なシール。
(3) 船舶溶接技術は適応範囲が広く、高い適応力を示します。また、溶接構造は強度が高く、より大きな外力に耐えることができるため、船舶全体の安定性が向上し、高強度特性を発揮します。
(4) 生産効率が高く、施工サイクルを効果的に短縮できます。船舶の溶接工程は効率よく生産できるという特徴があります。必要な設備投資が少なく、生産コストが大幅に削減されます。船舶の溶接プロセスには、投資コストが低いという利点があります。
(5) 操業工程においては、船舶の溶接作業において、リベット打ち作業のような高強度の肉体労働や過酷な労働環境がなくなり、労働条件が大幅に改善されました。
1. 溶接プロセスの定義
溶接加工という加工技術があります。溶けた金属や金属材料を用いて永久的に接続する技術です。
2. 溶接の原理
高温または高圧を加えることで金属材料を溶融状態または融点に近づけ、液体金属の拡散・結晶化を経て最終的に強固な接合を形成します。
3. 溶接工程の特徴
溶接プロセスには、接続強度が高く、シール性が高く、製造サイクルが短いという利点があります。しかし、溶接変形や残留応力が発生しやすいなどの欠点もあります。
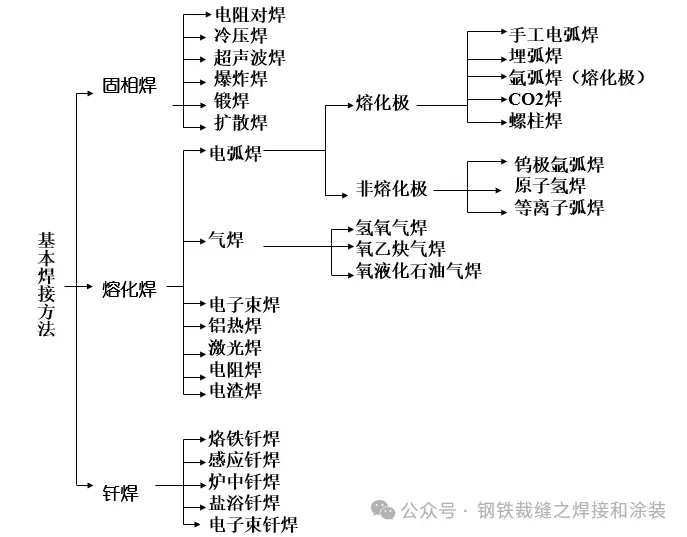
(1) 溶融溶接
溶融溶接は、特定の熱源を使用して部品の接続部分を局所的に加熱して溶融状態にし、その後液体状態に変化させ、その後冷却プロセスを経て再結晶化させて全体を溶融させる接続方法です。
(2) 圧接
摩擦、拡散、圧力などの物理的効果を利用して接続面の凹凸の問題を解決し、酸化膜やその他の汚染物質を除去し、2つの接続面の原子間距離を格子距離に近づけることで固体状態での接続を実現します。
(3)ろう付け
ろう付けでは、母材よりも融点の低い材料を使用してフィラーメタルを作成します。原子間拡散と結合が溶加材と母材の間に発生し、最終的には強力な金属結合を形成して溶接部を全体に接続します。
船舶の溶接には欠陥があります。 1つ目は溶接応力の集中、2つ目は溶接変形、3つ目は構造部品の性能ばらつき、4つ目は溶接割れの拡大です。
2. 船舶溶接加工材料
1. 溶接溶加材
母材の組成や溶接プロセスの要件に応じて、適切な溶接溶加材を選択し、溶接継手の安定した性能を確保します。

(1)サブマージアーク自動溶接、溶接ワイヤはH08A、フラックスはHJ431、直径Φ3.0mmのもの、直径Φ4.0mmのもの、直径Φ5.0mmのものがあります。
(2) CO2 ガスシールド溶接を行う場合、溶接ワイヤは TWE-711 Φ1.2mm フラックス入り溶接ワイヤ、JQ.YJ50.Φ1.2mm フラックス入り溶接ワイヤ、RM-56 Φ1.2mm ソリッドコア溶接ワイヤを使用します。そして、そのガスはCO2である必要があり、その純度は99.9%以上でなければならないと言われています。
2. 保護ガス
溶接工程において、シールドガスを使用することにより、空気中に含まれる酸素、窒素、水蒸気等が溶接部に与える影響を避けることができ、溶接品質を向上させることができます。 CO2 ガスを保護するために、使用する CO2 ガスの純度は 99.5% 以上である必要があります。ガスの内圧が10MPa以下の場合は使用を中止してください。
3.はんだ付け
まず、母材の状態に基づいて、溶接プロセスの要件と組み合わせて適切な溶加材を選択し、ろう付け接合部の性能を確保するために使用します。
3. 造船におけるハイテク溶接技術
1.溶接ロボットシステム
コンピュータ技術、自動制御技術、ガスシールド溶接技術を完璧に組み合わせたロボット溶接です。船舶部品のバッチ溶接や小型溶接生産に適しており、狭い船室での短い溶接部の全姿勢溶接にも適しています。
2. レーザーアークハイブリッド溶接
レーザーとアークを組み合わせた溶接には、溶接速度が速く、自動化が進み、溶接の熱変形が小さいという利点があります。船舶の溶接技術、特にアルミニウム合金の溶接技術の開発には欠かせない新技術です。最近、この技術は日本、韓国、ヨーロッパやアメリカの一部の国で広く研究され、応用されています。しかし、我が国における出願件数は依然として非常に少ないです。
3. 摩擦撹拌接合
1991 年に英国溶接協会は、Stir-FSW としても知られる摩擦撹拌溶接を発明しました。この溶接技術の発明は傑出しており、世界の製造技術の進歩に貢献しています。摩擦撹拌溶接は固相溶接です。従来の溶融溶接と比較して、グレア、スパッタ、煙が発生せず、溶接材料が不要で、接合部に気孔、介在物、亀裂がなく、結晶粒の組織が微細であるという特徴があり、高品質で無公害の溶接技術です。










Keine Kommentare