
Bearbeitungにおいて、精度は永遠の追求目標です。航空宇宙分野の精密部品や日常生活に関わる小さな部品においては、製品の製造工程と究極の精度管理は切っても切れない関係にあります。この一連の精密作業において、「計量」は間違いなく最も基本的かつ重要なステップです。これは機械加工の分野における「目」のようなもので、熟練の作業者が微妙な点を識別するのを助け、それによってすべての部品が設計で設定された要件を確実に満たせるようにします。

1.「メータリング」とは何ですか?
「測定」は機械加工において一般的に使用される測定方法です。主にワークの平面度を検出するために使用されます。ワークの垂直度を検出するために使用します。ワークの同軸度の検出にも使用されます。ワークの円振れなどの幾何公差の検出にも使用されます。ダイヤルインジケータやダイヤルインジケータなどの測定器を使用し、ワークの微小な変位を指針の振れに変換し、実際のワークの寸法や形状の誤差を正確に反映します。
クロッキングの原理は実際には非常に単純です。測定ヘッドがワークの表面に接触すると、ワークの微妙な変位が測定棒を介して時計の機械構造に伝わり、最終的に指針の回転に変換されます。マスタワーカーは指針の振り幅を観察することで、ワークの寸法偏差を正確に読み取ることができます。この測定方法は精度が高いだけでなく、操作も簡単であるため、機械加工に広く使用されています。
2. 表を作成するための主な手順

1. 準備
メーターの印刷作業を行う前に、十分な準備が必要です。最初のポイントは、適切な測定ツールを選択することです。要求される測定精度に応じて、ダイヤルインジケータまたはダイヤルインジケータを選択できます。ダイヤルインジケータの測定精度は一般的に0.01mmですが、ダイヤルインジケータの測定精度は0.001mmに達する場合もあります。次に、測定精度が要件を満たしていることを確認するために、測定ツールを校正する必要があります。さらに、測定結果への影響を避けるために、ワークピースの表面の油、ゴミ、その他の不純物を除去するために洗浄する必要もあります。
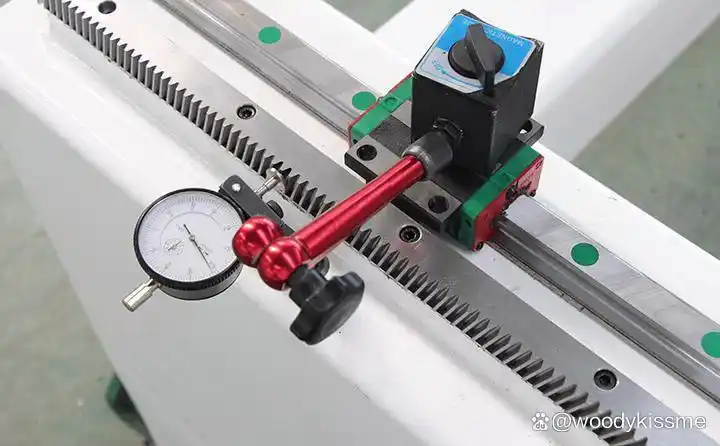
2. 測定ツールの設置
選択した測定ツールを見つけて、適切に一致する時計ベースに置きます。この時計ベースの選択は実際の測定状況に基づいています。磁気時計ベースや多機能時計ベースなどをお選びいただけます。取り付けの際は、測定ツールの測定棒がワーク表面に対して垂直であること、測定ヘッドが自由に伸縮できることを確認してください。同時に、測定ツールがワークの測定部分に接触しやすいように、測定ツールの位置を適切に調整する必要があります。
3. ゼロ位置を調整する
測定動作を開始する前に、測定器をゼロ位置に調整する必要があります。非常に穏やかな方法で測定ヘッドをワークピースの基準面に接触させ、次に目盛付きダイヤルをひねって指針をゼロ目盛線の方向に近づけます。調整作業を行う際は、測定器の損傷を避けるため、強度を適切に制御するように注意する必要があります。同時に、ゼロ位置のデバッグが規格に正確に準拠していることを確認し、そのような状況が関連する測定結果の精度に影響を与えないようにしてください。
4. 測定を行う
ゼロ調整が完了したら、測定プロセスを開始できます。測定ヘッドをワークの測定箇所に沿ってゆっくりと移動させ、指針の振れに注意してください。測定中は、揺れや飛びを防ぐために、測定ヘッドとワーク表面との安定した接触を維持する必要があります。同時に、ポインタの振れ幅に注意を払い、最大値と最小値の読み取り値を記録する必要があります。これらの記録された読み取り値は、ワークピースの寸法偏差を計算するために使用されます。
5. データ処理
測定が完了したら、測定データを処理する必要があります。測定により得られた最大値と最小値からワークの寸法偏差を算出します。寸法偏差が許容範囲内であれば、ワークは設計要件を満たしていることになります。寸法偏差が許容範囲を超える場合には、ワークをさらに加工または調整する必要があります。さらに、測定データを記録し、品質管理の基礎として使用することもできます。

3. メーター印刷の一般的なエラーのケースと解決策
1. 測定ツールが校正されていない
このような誤った例があります。計量作業を行う際、マスター作業者は校正されていない測定器を直接使用したため、最終的な測定結果に大きな差異が生じました。例えば、直径10mmのシャフトを測定した場合、実測結果は10.05mmとなります。ただし、キャリブレーション後の最終結果は 10.02mm になります。
この問題を解決するには、次のようにします。測定ツールを使用する前に、まず校正する必要があります。校正は、標準ゲージブロックまたは既知の寸法の他のワークピースを使用して実行できます。校正中は、ポインタの振れを注意深く監視して、測定ツールの精度が必要な制限を満たしていることを確認する必要があります。測定ツールに誤差があることが判明した場合は、すぐに調整または交換する必要があります。
2. 測定ヘッドがワーク表面に対して垂直ではありません
ワークの平面度を測定する場合、測定ヘッドがワークの表面に対して垂直ではないため、不正確な測定結果が得られます。たとえば、平面を測定する場合、測定ヘッドの傾きにより、測定結果には 0.03mm の平面度偏差が表示されますが、実際の偏差はわずか 0.01mm です。
測定ツールを取り付けるときは、必ず測定ヘッドがワーク表面に対して垂直であることを確認してください。直角定規やその他の補助ツールを使用して調整できます。測定プロセス中は、測定ヘッドの位置に注意を払い、測定ヘッドが常にワークピースの表面に対して垂直であることを確認する必要があります。測定ヘッドが傾いていることが判明した場合は、直ちに調整する必要があります。
3. 不正確なゼロ調整
ゼロ位置調整を行う際、操作を誤ると正確なゼロ位置調整ができなくなります。例えば、ゼロ位置調整時、測定ヘッドがワーク表面に異常な力で接触し、指針がゼロ目盛りからずれてしまいます。その後の測定では、ゼロ位置の信頼性が低いため、測定結果はかなり大きな偏差を示します。
測定ツールの損傷を避けるため、適度な力でゼロ位置を調整するように注意してください。同時に、ポインターの位置を注意深く観察して、ゼロ目盛線を正確に指していることを確認します。ゼロ位置調整がずれている場合は、再調整してください。ゼロ位置を調整した後、複数の測定を実行してゼロ位置の精度をチェックできます。
4. 測定中に揺れが発生する
測定プロセス中、測定ヘッドとワーク表面の接触が不安定になり、指針が振れることがあります。例えば、軸の円振れ測定を行う場合、測定ヘッドの振れにより、測定結果には円振れ偏差が0.05mmと表示されますが、実際の偏差はわずか0.02mmです。
プロセス測定中は、測定ヘッドとワーク表面との安定した接触を維持する必要があります。補助ツールを使用して測定ヘッドを固定し、ぐらつきを防ぐことができます。同時に、測定ヘッドの動きが速すぎないように測定速度にも注意してください。測定ヘッドが揺れていることに気付いた場合は、測定を中止し、測定ヘッドの位置を調整して、再度測定を続行する必要があります。
5. データ処理エラー
測定データを処理すると、計算誤差により正確な寸法偏差が得られません。たとえば、軸の円振れ偏差を計算する場合、最大読み取り値と最小読み取り値が誤って加算され、結果が大きくなりすぎます。
測定データを扱う際には、計算結果が正確であることを確認するために、計算プロセスを注意深く確認する必要があります。計算を支援するために、電卓またはその他の計算ツールを使用できます。同時に、計算結果を何度も検証してエラーを防ぐ必要があります。計算結果に疑問がある場合には、再度測定・計算を行う必要があります。
4. メーター印刷時の注意事項

1. 測定器のメンテナンス

計量操作では、測定ツールが鍵となります。このため、定期的にメンテナンスを行う必要があります。時計ケースの内側にゴミや油などの不純物が入らないように、測定ツールは清潔に保つ必要があります。さらに、測定ツールは、測定精度が必要な規格に準拠していることを確認するために、所定の期間に従って校正する必要があります。また、測定ツールをぶつけたり落としたりしないように、より注意が必要です。その理由は、内部構造の損傷を防ぐためです。
2. 環境への影響の測定
計量動作の結果は測定環境の影響を受けます。測定中は、振動や温度変化などの影響を受けないよう、安定した静かな環境を選ぶ必要があります。また、直射日光や強い光が当たらないように注意してください。ポインタの観察に影響を与える可能性があります。
3. 操作スキルの習得
テーブル印刷操作を実行するには、特定のスキルと経験が必要です。測定プロセス中は、過度の衝撃を避けるために、測定ヘッドの動きの速度と強さを制御することに注意を払う必要があります。同時に、鋭い観察状態を維持し、ポインタの揺れをタイムリーに検出する必要があります。さらに、測定結果の精度と信頼性を確保するには、測定の順序と方法にも注意する必要があります。
5. 機械加工における計量の応用
1. 部品加工時の検査
部品の加工プロセス中に、テーブル印刷を使用して部品の寸法精度と幾何公差をチェックできます。部品のさまざまな部分を測定することで、加工中に発生する問題を適時に発見し、対応する措置を講じて調整することができます。これにより、部品の加工品質を確保し、生産効率を向上させることができます。
2. 組立時の調整
機械の組立工程では、テーブルの操作も重要な役割を果たします。組み立てた部品の位置やクリアランスを測定することで、部品の組み立て精度を調整し、組み立て後に機械が正常に動作するかどうかを確認します。例えばベアリングを組み立てる際、テーブル操作でベアリングのすきまを調整し、最適な作動状態を実現します。
3. 設備保守時の故障診断
設備のメンテナンスにおいて、計量操作を故障診断に活用できます。装置のさまざまな部分を測定することで、装置の問題点を発見したり、故障の原因を特定したりできます。たとえば、工作機械を修理する場合、計量操作を使用して工作機械のガイド レール精度やスピンドル振れなどの関連パラメータを検出し、工作機械に欠陥があるかどうかを判断できます。
6. メータリングの開発動向
テクノロジーの進歩に伴い、時計のテクノロジーも進化し続けています。従来の機械式計量ツールは徐々に電子計量ツールに置き換えられています。電子計量ツールには、高い測定精度、便利な読み取り、強力なデータ保存および処理機能という利点があり、現代の機械加工のニーズをより適切に満たすことができます。さらに、自動化技術の発展により、計量作業は徐々に自動化され、インテリジェント化されてきました。一部の高度な加工装置には自動計量システムが搭載されており、測定、データ処理、調整などの作業を自動的に完了することができ、生産効率と加工精度が大幅に向上します。

7. 結論
機械加工の最初の重要なステップである集計は、部品加工の品質と装置の正常な動作を保証する上で非常に重要な役割を果たします。そのためには、マスターワーカーには確かな専門知識と豊富な実務経験が求められるだけでなく、厳格な勤務態度と卓越した精神が求められます。今後も機械加工の分野では時計印刷技術が重要な役割を果たし、自動化・知能化が進んでいくでしょう。機械加工の最前線で黙々と働く名工たちに敬意を表しましょう。彼らはその緻密な芸術表現によって、私たちに次々と奇跡を起こしてきました。










Keine Kommentare