

ステンレス部品の表面品質や加工精度を満足させるには、一般的に研削加工が使用されます。ステンレス鋼は靭性が高く、熱伝導率が低く、弾性率が低いという特性があるため、研削加工時に次のような問題が発生することがよくあります。
1)砥石の固着や詰まりが発生しやすい。 2) 加工面は傷つきやすい。
3)加工硬化現象が深刻である。 4) ワークが変形しやすい。
砥石と研削液の選択が研削効率と加工精度に直接影響することが容易にわかります。本稿では、ステンレス鋼の凝着、目詰まり、面粗さに影響を与える要因について実験研究を行い、ステンレス鋼の研削作業について解説します。
2 実験条件と方法
試験片材料は、機械的性質、すなわち、σb=特定値、σ=40%、硬度HB=187を有するものを選択する。試験片の寸法は直径φ50mm、長さ300mmです。 φ50外面の微旋削加工と両端面のセンター穴加工が必要です。実験は円筒研削盤で行い、砥石はP400×40×203、研削方法は円筒縦研削です。テスト結果の信頼性を高めるには、テストを繰り返して平均的な効果を観察し、ランダム要因の影響を排除する必要があります。同時に、研削条件はできる限り基本的に変更しないようにする必要があります。砥石の粒径、硬度、砥粒、研削液の交換、研削量を変えることで研削効果に与える影響を調べることができます。
3 実験結果の分析
3.1 砥石粒径が付着率に及ぼす影響

硬度 K、粒度の異なる白色コランダム製の砥石を No.36、No.46、No.60、No.80 の 4 種類選択し、これらの砥石を使用して試験片を円筒縦研削しました。研削長さは600mmであった。その後、付着率を測定したところ、砥石が細かいほど付着が深刻であることがわかった。これは砥粒と砥粒の間に空洞があるためです。研削中にキャビティ内に切りくずが存在する可能性があります。ただし、砥石を細かくすればするほど、凝着は激しくなります。ボイドが小さいほど、砥石の切りくずスペースが早く失われ、目詰まりが発生します。
3.2 砥石硬度が付着率に及ぼす影響
砥材はホワイトコランダム、粒度は46、砥石の硬度はH級、J級、K級、L級を選択しました。このような砥石を使用し、研削ストローク600mmで試験片を研削し、付着率を検出します。砥石の硬度が高くなるほど固着現象は深刻になります。その理由は、比較的硬度の低い砥石は、研削力の作用により砥粒が砥石表面から他の場所に落ちやすく、新たな切りくず保持空間が形成されるため、目詰まりが起こりにくいためです。
3.3 研磨剤の付着率への影響
一般的に使用される砥石研磨材には、白色コランダムと緑色炭化ケイ素が含まれます。実験の結果、接着率における 2 つの研磨剤の違いはそれほど大きくないことがわかりました。緑色の炭化ケイ素は付着現象をわずかに軽減します。その理由は、本質的に脆くて鋭いためです。
3.4 研削液が面粗さに及ぼす影響
3種類のエマルジョンと無機塩系研削液、油性研削液にそれぞれ硫黄、塩素などの極圧添加剤を添加し、加工後のワークの表面粗さを観察します。研削液の流量は20L/min、研削ストロークは600mmである。実験結果を表 3 に示します。これはステンレス鋼の研削に関する取扱説明書です。
表面張力が小さく、極圧添加剤が配合されており、研削面品位が良好であることが分かります。研削液を適切に使用すると、放熱状態を改善できます。研削液は研削くずや落ちた砥粒を洗い流します。同時に金属表面に油膜を形成し潤滑効果があり、ワークの面粗度を低減します。ステンレス鋼の研削作業説明書。
3.5 研磨量が付着率に及ぼす影響
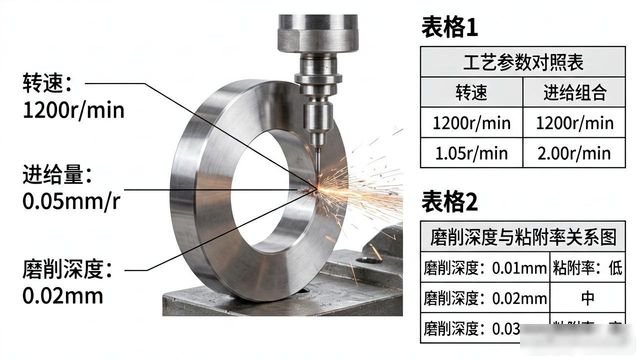
ワークの回転速度、送り量、研削深さは加工に大きな影響を与えません。表 1 と表 2 を見ると、研削深さが変化しても、付着率への影響は非常に小さいことがわかります。
4 結論
1)ステンレス鋼を研削する場合、砥石の付着や目詰まりを軽減することが研削効率向上の重要な要素となります。刃先の切れ味を維持するために、加工中に砥石を頻繁にドレッシングする必要があります。
2)ステンレス鋼を主な研削対象とする砥石を選定する場合は、自生性の良い砥石を選定してください。一般的には硬度の低い砥石の方が効果的です。ただし、砥石の硬度が低すぎると砥粒が鈍化せずに脱落してしまいますので注意してください。 Jグレードを選択することをお勧めします。
3)研削時の砥石の固着や目詰まりを軽減するため、粗粒砥石を選定してください。粗研ぎには36番、46番、細研ぎには60番をご使用ください。
4)ステンレス鋼を研削する場合、GC砥石を使用すると研削効率が向上します。
5) 研削液の選択は、潤滑機能と洗浄機能の両方を考慮する必要があります。供給は十分でなければなりません。低表面張力のエマルションや極圧添加剤を選択できるため、高い表面品質が得られます。
6) 研削量の選定は取り代を考慮して決定できます。ステンレス研削の取扱説明書です。
7) 実験の過程で、砥石の構造と結合剤がステンレス鋼の研削プロセスに一定の影響を与えることが判明しました。現在、実験手段の限界を考慮して、さらなる研究作業を行う必要があります。











Keine Kommentare