
合金球状粉末の実験を行う場合、エアロゾル粉末化と高周波プラズマ粉末化のどちらを選択するかは常に困難です。両者の違いは完全には理解されていません。コストが標準範囲を超えているか、粉末の品質が要件を満たしていないか、あるいは実験データさえ破棄されています。実際の実験室業務で蓄積された経験に基づいて、主要な違い、適用可能な材料、および 2 つの粉体製造プロセスを選択する際の罠に陥らないための重要なポイントが明確に説明されており、科学研究者が自分のニーズに迅速に適合するのに役立ちます。
1. 基本原則の比較: 2 つのプロセスの本質的な違い
エアロゾルパウダリングは、高周波プラズマパウダリングとは異なります。 2 つのコアロジックは完全に異なり、その後の粉末の品質を直接決定します。さらに、適用可能なシナリオも決定します。重要なプロセスさえ押さえておけば、複雑な理論を暗記する必要はありません。
1. ガスアトマイズ粉末化(VIGA/EIGA)
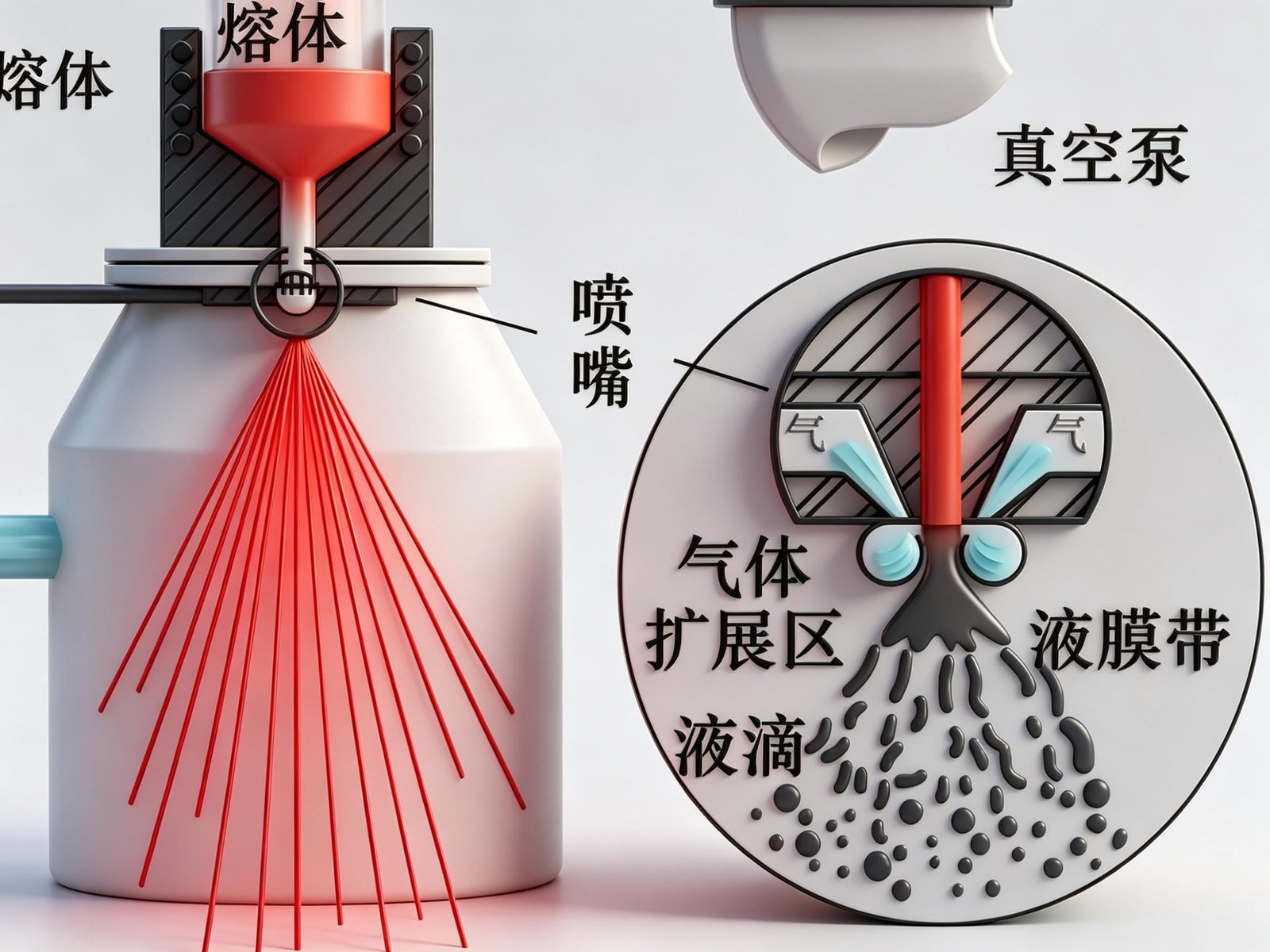
核心は「溶かして砕き、そして冷却してボールにする」ことです。プロセスはシンプルで、バッチでの操作も簡単です。これは、研究室や大量生産で最も一般的に使用されるプロセスです。最初に、高エントロピー合金の原料が液体になるまで製錬され、その後高圧不活性ガス (通常はアルゴン) を使用して金属の液体の流れが遮断されます。液滴は飛行中に急速に冷却され、表面張力により球形に収縮します。
最も重要なパラメータに留意する必要があります。VIGA プロセスでは真空誘導溶解とセラミックるつぼが使用され、アルゴン噴霧圧力は 10 ~ 20MPa の範囲にあります。 EIGAプロセスにはるつぼがなく、るつぼによる汚染を避けるために金属電極棒が直接溶解されます。冷却速度は 102 ~ 104K/s の範囲です。これにより、従来のハイエントロピー合金の急速凝固に必要な条件を満たすことができます。
実際の操業では、低融点元素が揮発しないように製錬時の温度を管理することがポイントとなります。耐火性の要素の場合、完全な溶解を保証し、それによって成分の偏析を減らすために保温時間を延長する必要があります。
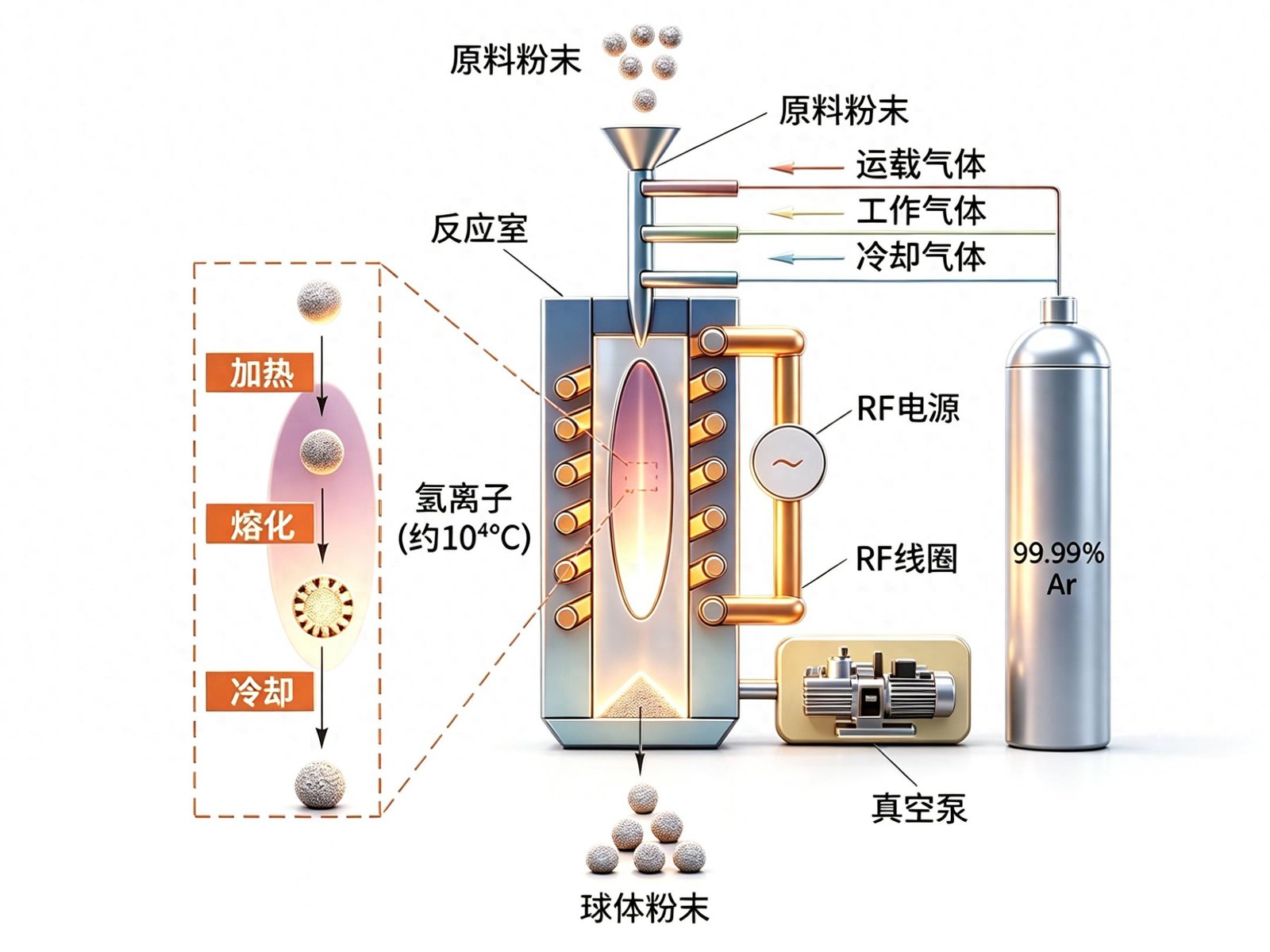
高周波プラズマパウダリング (イオン) は、メカニカルアロイング粉末など、前処理された不規則な形状の粉末を高温に送ることができます。その核心は「溶解再鋳造」と「表面張力を利用したボール形成」という二重の製法にあります。高純度・高精度が特徴です。耐火物に適しており、トーチ温度は最大8000℃です。トーチ内では、粒子は瞬時に溶け、表面張力に基づいて完全な球形に収縮します。最後に急冷して固まります。」

主なパラメータは次のとおりです。熱源は高周波誘導プラズマであり、電極がなく、るつぼとの接触がないため、不純物の汚染を防ぐことができます。冷却速度は 104 ~ 106K/s の範囲で、エアロゾル化よりもはるかに高速です。これにより、粒子をより小さくすることができ、アモルファス/ナノ結晶の傾向を示すことさえあります。
実際の操作のポイントは、粉末を前処理する際に、大きな粒子が発生して溶解が不十分になることを避けるために、粉末の粒度をコントロールして均一な状態にする必要があることです。過剰な溶解や不十分な溶解を防ぐために、粉末の融点に応じてプラズマのパワーを調整する必要があります。
2. 主な性能の違い: 粉体の品質から生産能力まで、一目で区別できます
粉末の品質、融点の適応、粒子サイズの収率、および組成構造、これらの側面は 2 つのプロセス間の主要な違いを具体化しています。彼らは実験の選択を直接決定します。この比較は明確かつ明確であり、混乱を引き起こすことはありません。
1.粉質
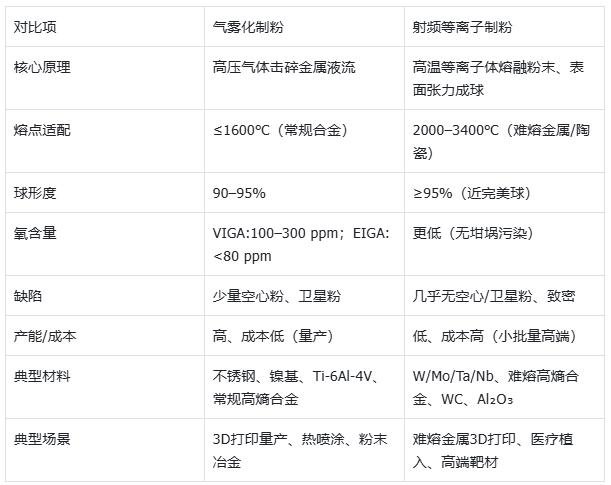
エアロゾル化粉末の真球度は 90 ~ 95% の範囲にあり、日常的な科学研究や大量生産のニーズを満たすことができます。ここでの主な欠点は、サテライト粉末が多量に存在すること、中空粉末の割合が 5 ~ 15% であること、および少数の内部細孔があることです。酸素含有量には 2 つの状況があります。 VIGA プロセスの酸素含有量は 100- ですが、EIGA プロセスではるつぼの汚染がないため、酸素含有量を制御できます。
高周波プラズマ粉末を使用すると、製造される粉末の真球度は 95% 以上である必要があり、これは完全な球形状態に非常に近く、その流動性は非常に良好です。この種の粉末には中空粉末やサテライト粉末がほとんどなく、内部構造は明らかな欠陥がなく緻密な特性を示します。酸素含有量が低く、接触経路からの汚染がないため、さらに精製できます。純度や真球度に対する高い要件が求められるハイエンドの実験に特に適しています。
2. 材料の融点の適応

ガスアトマイズ粉砕は、従来の高エントロピー合金(Al-Co-Cr-Fe-Ni、Al-Cr-Fe-Niなど)、ステンレス鋼、ニッケル基高温合金、チタン合金(Ti-6Al-4V)、アルミニウム合金など、融点1600℃以下の中低融点材料に適しています。これらの材料は溶解しやすく、ガスが発生しやすいため、アトマイズによりバッチ粉末化が可能となり、コストを抑えることができます。
高周波プラズマパウダリングは、W、Mo、Ta、Nb、Hf などの高融点金属、Ti-Zr-Hf-Nb-Ta、V-Nb-Mo-Ta-W などの高融点合金、セラミックなど、融点範囲が 2000 ~ 3400 °C の超高融点材料に適応するために特に使用されます。 Al2O3、ZrO2、WCやTiCなどの炭化物などの材料は、従来のガスアトマイズ法では製錬できません。ボールに溶けるにはプラズマの高温に依存する必要があります。
3. 粒径と収量
エアロゾル化粉末の粒径範囲は15~150μmであり、分布は比較的広い。 3Dプリンティングで一般的に使用される微粉末、つまり粒径15~53μmの部品の歩留まりは35~45%で、生産能力は最大50~500kg/hと比較的高い。科学研究、小バッチ粉砕、工業用大量生産など、バッチ粉砕作業に適しています。アレンジも可能で、コストも安いです。
高周波プラズマ粉末化の場合、粒子サイズの範囲は 10 ~ 100 μm です。このパスの分布は比較的狭く、制御性が良好です。狭い粒度分布は実験の要件に応じてカスタマイズできます。微粉末の収率が比較的高く、過剰な廃棄物がありません。ただし、生産能力は比較的低く、1 時間あたりわずか kg です。コストはエアロゾル化よりもはるかに高くなります。ハイエンドのニーズを満たす小バッチ実験に適しています。
4. 構成と組織
ガスアトマイズ粉砕は急速凝固の特徴があり、組成が均一で偏析が少なく比較的微細な粒子が得られます。従来のハイエントロピー合金の機械的特性研究のニーズを満たすことができ、トライボロジー特性研究のニーズにも応えることができます。調製閾値は低く、実験データの再現性は良好です。
高周波プラズマ粉末化は、溶解速度と冷却速度が非常に速いです。元素の偏析はほとんど無視できます。粒子はより細かく、アモルファスまたはナノ結晶になる傾向さえあります。プレアロイ粉、メカニカルアロイング粉、混合粉を一工程で球状化と均質化を実現します。耐火性高エントロピー合金の組成均一性の研究に適しており、耐火性元素の偏析の問題点を解決できます。
簡易比較表
3. 適用可能な材料: 実験的な試行錯誤を避けるための正確なマッチング
1. ガスアトマイズ粉末が好ましい(VIGA/EIGA)
銅合金やアルミニウム合金をはじめ、ステンレス鋼、工具鋼、軸受鋼などの一般的な金属や合金があります。製造コストが低く、基本的な実験比較に適しています。
高温合金には、ニッケル基()高温合金とコバルト基高温合金が含まれます。これらは中温での高強度という特性を備えており、溶射シナリオや粉末冶金シナリオに適応できます。
チタンおよびチタン合金の Ti-6Al-4V に関しては、EIGA プロセスが推奨されます。このプロセスは低酸素特性があり、るつぼの汚染がありません。医療および航空関連の科学研究分野に適しています。
2. 高周波プラズマ粉末製造が好ましい
溶けにくい金属には、W、Mo、Ta、Nb、Hf、Reなどがあります。それらの融点は摂氏 2600 度を超えています。従来のガスアトマイズ法では精錬できません。粉末を生成するには高周波プラズマのみに頼ることができます。
Ti-Zr-Hf-Nb-Ta、V-Nb-Mo-Ta-W などの多主特性、高融点、偏析しやすい耐火性高エントロピー合金は、高周波プラズマを使用することで均一な組成と高純度の球状粉末の調製という目標を達成できます。
医療用に使用される高純度材料には、高純度Ta粉末、高純度Ti粉末、高純度Nb粉末などがあります。低酸素特性、低不純物含有量、および高い真球度を備えています。整形外科インプラントや歯科インプラントに関連する科学研究に適しています。
4. 応用シナリオ + 実際の落とし穴回避: 科学研究は実装されても覆らない
1.エアロゾルパウダー製造は、これらのシナリオに適しています
3Dプリンターで量産する場合、一般的に使用されるSLMやEBMの粉末は一定の範囲(15~53μm)にあり、コストも手頃で供給も安定しており、バッチ実験や小規模試作に適しています。
溶射とレーザークラッディングは粒度分布が広く、さまざまなプロセスパラメータに適応できるため、表面強化に関連する実験に適しています。
バッチサイズが大きく、コスト重視のため、産業シナリオに関連する科学研究に適しています。この種の科学研究は、粉末冶金や射出成形を促進して実験コストを削減できます。
従来の高エントロピー合金の科学研究は、組成の制御が容易であり、データの再現性が良好です。過度の純度や真球度を必要とせず、トライボロジーや機械的性質などの基礎研究に適しています。
実際の運用では落とし穴を避けてください。 VIGA プロセスの場合、このときるつぼの汚染に注意する必要があり、るつぼの残留物は製錬前に洗浄する必要があります。 EIGA プロセスでは、電極棒の溶解速度も制御する必要があります。このプロセスでは、液体の流れが不安定にならないようにする必要があります。さらに、すべてのエアロゾル化粉末については、大きな粒子と中空粉末を除去するためにその後のスクリーニング作業を完了する必要があります。そうしないと、3D プリント パウダーの均一性に影響します。
2. 高周波プラズマ粉末製造は、これらのシナリオにより適しています。
高融点金属の 3D プリンティング、航空宇宙エンジンの高温構造、核エネルギー部品、およびハイエンドのターゲット材料に関連する科学研究はすべて、高純度で真球度の高い粉末を必要とします。
生物医学的インプラントを行う場合、整形外科用タンタル多孔質ステントと歯科用チタン/タンタル インプラントがあります。これら 2 つの高い真球性と高い流動性は、その高純度特性と相まって、インプラントの生体適合性を向上させることができます。
電子薄膜や半導体関連の科学研究に適したハイエンドターゲットです。エレクトロニクスの分野では、緻密で細孔のない特性を備えた高純度の W、Mo、Ta ターゲットです。
耐火性高エントロピー合金を研究し、高融点、偏析、不純物汚染といった問題点を解決し、完全固溶体、微粒子、高純度の球状粉末を得ることで、実験データの信頼性を向上させます。
実際の操作での落とし穴を避けるための重要なポイントについては、まず、粉末の前処理には、プラズマ溶融効果に対する水分や不純物の影響を避けるために、乾燥ステップと不純物除去操作が必要です。第二に、粉末の過剰な酸化や不十分な溶融を避けるために、プラズマ出力を制御する必要があり、ガス流量も制御する必要があります。最後に、実験後、高純度粉末が吸湿による酸化を防ぐために、粉末を密封して保管する必要があります。
モデル選択の概要: 適切なテクノロジーを一言で選択する
中融点および低融点の場合、バッチ粉末化が必要であり、コストを管理する必要があります。高エントロピー合金の基礎科学研究には、ガスアトマイズ粉末化 (VIGA/EIGA) が推奨されます。高融点または耐火物が必要な場合、高純度および高真球度が必要です。小規模バッチでのハイエンド実験には、高周波プラズマ粉末化が推奨されます。科学研究用の小バッチサンプルのカスタマイズは、準拠した冶金処理チャネルを通じて実現でき、多成分合金製錬のカスタマイズサービスも提供できます。エアロゾル粉末化と高周波プラズマ粉末化の両方を実行して、さまざまな科学研究のニーズに適応できます。











Keine Kommentare