

前回は軌道輪外周センタレス研削の3つの技術を紹介しました。今回は引き続き残りの3つの技術を紹介していきます。
1. 内面研削ガタを素早く解消する技術
ベアリング研削加工装置の中でも内面研削盤のレベルは象徴的な意味を持ちます。これは主に、研削開口によって研削砥石のサイズと対応するシステム機構の設定パラメータが制限され、プロセスシステムの剛性が根本的に制限されるためです。同時に、より高い加工精度も求められます。これらすべての状況では、内面および外面研削のプロセスについて徹底的な研究を行う必要があります。工作機械や砥石の切削能力を最大限に引き出すとともに、補助研削時間を短縮することが研削効率向上の鍵となります。その理由は、研削アイドルパスが研削時間全体の約 10% を占めるためです。

2. CNC数値制御技術とACサーボ技術
ACサーボモータをPLCプログラマブルコントローラの位置決めモジュールに接続してサーボシステムを構築できます。サーボモータ自体に光学式ロータリーエンコーダを搭載し、その出力信号をサーボアンプにフィードバックするセミクローズドループ制御システムを構成しています。高速から低速まで位置決め精度を確保できるシステムです。このサーボシステムを使用すると、高速ジャンプ、高速トレンド、トリム補正、粗研削および微研削などの操作を完了できるため、工作機械の送り機構が大幅に簡素化され、性能の信頼性が大幅に向上します。
3. AC周波数変換速度調整技術
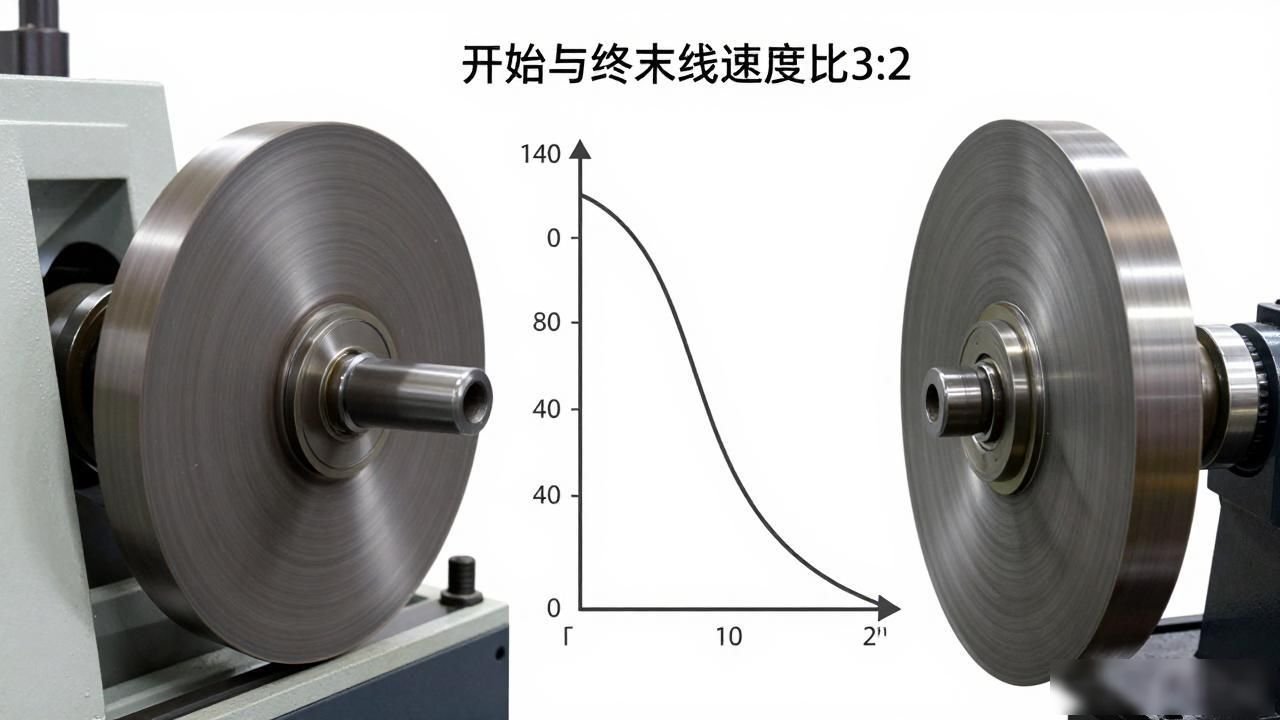
まず、最初と最後の線速の比は3対2程度である。第二に、現在の研削プロセス中、研削砥石の消耗に伴って研削砥石の線速度は徐々に低下します。第三に、砥石研削関連分野では、既に高線速研削への応用対策が講じられている。第四に、研削効率を向上させ、研削品質の安定性を確保するために、プログラマブルコントローラの演算機能を使用して、砥石のドレッシングごとに砥石の半径を計算します。 5 番目に、砥石車の線速度を一定に維持するためのインバーターの入力周波数を計算します。第 6 に、これは AC インバータに送信されます。第 7 に、これにより砥石車の線速度が変化しないことが保証されます。











暂无评论内容