
Sifang Technology の主な事業は食品冷却装置の製造です。製品のフレームと構造部品を見ると、主にパイププロファイルで作られており、オープンシートメタル部品があります。製造工程が単純な特徴があり、製造効率が非常に高い。食品機械のフレームや構造部品への応用が段階的に進み、業界のトレンドとなっています。そのような状況があります。
この分野では中板板金が広く使われています。ただし、中厚板は板厚、曲げ加工、溶接加工などの影響を大きく受けます。通常、成形後の隙間は比較的大きくなり、溶接変形が大きくなります。このように、部品の寸法や形状の公差は保証できず、溶接不良さえも製品の外観品質に致命的な影響を及ぼします。第二に、中厚板の加工には多くの工程上の困難があります。加工の難しさを解消するために、当社の板金職人が中厚板の板金加工の問題を解決するための非常に有効な方法をまとめましたので、ここで共有します。
中板板金工程解析
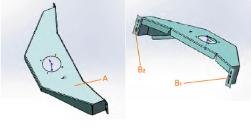
当初、私たちは実践的な例に焦点を当てました。図1に弊社製品の固定金具を示します。素材は起毛加工が施されており、厚みは4mmです。次に、いかに精密な加工を実現するかを議論しました。

図1 製品固定金具
部品の品質要件の分析
まず、基準面Aの平面度、および基準面Aと面B1、B2との直角度を確保する必要がある。これは、アセンブリの形状関係を満たし、機械の位置精度を確保するための鍵となります。
⑵ B1B2 表面の横断寸法を確保し、固定ブラケットによって暗示される相対寸法を確保し、上記の曲げを重視するための極めて重要な精度要件を達成するために製品の寸法精度関係を維持する必要性を強調することが重要です。句読点があります。
板金プロセス解析
⑴板金工程管理は加工精度を重視しております。この部品に適した板金加工は以下の通りです。素材は平坦度の良いブラシ板で、切断、平坦化を経て曲げ工程に入ります。これが重要なプロセス管理であり、最後に溶接です。
⑵2番目のステップは、部品の精度を確保するために溶接変形を制御することです。

1) 従来の技術と通常の展開、曲げ、溶接作業を使用した絞り方法によると、実際には部品内の隙間が非常に大きく、溶接時のワイヤの充填量はさらに驚くべきものであることがわかりました。ステンレス鋼の変形は溶接後にさらに大きくなり、溶接後の部品の変形が制御不能になることはよく知られています。組み立て精度の要件を満たす認定製品を製造する方法はありません。部品の隙間を図 2 に示します。
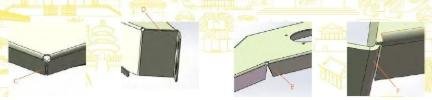
(a) C では、最大ギャップは 4mm です。 (b) D では、最大ギャップは 0.8mm です。 (c) E では、塗りつぶし用に三角形のパッチが選択されています。 (d) F では、最大ギャップは 2mm です。
図 2 部品を曲げた後のギャップ
2) 当社が採用する方法は、描画ソフトを使用して部品を展開し、C に薄いスライスを追加し、E に薄いスライスを追加し、F に薄いスライスを追加することです。溶接後の最大ギャップを 0.2 ~ 0.3 mm に制御します。金属板を曲げる前に、手動の面取り機や研磨機を使用して余分な母材を除去し、部品の高精度な加工を実現します。図 3 の赤丸で示したとおりです。
2mm×52mmのシートを曲げた状態で追加し、3.5mm×22°の面取りが必要です。 0.7mm×121.5mmのシートを折り曲げた状態で追加します。 2mm×56mmのシートを曲げた状態で追加し、3.5mm×20°の面取りが必要です。
図3 部品の隙間をなくす対策
⑶結果の説明。
1) 食品機械産業の場合、部品加工における丸穴を大きくする必要があります。この場合、溶接は必要ありません。溶接よりも機械の清掃の方が役立ちます。
2) 3次元フレキシブルプラットフォームによりワークの形状と位置を保護し、寸法精度を確保します。アルゴンアーク溶接を使用して多点接合溶接部品を作成します。ワークを固定した後、部品を取り外して自由溶接を完了できるため、時間を効果的に節約できます。
3) 溶接時、製品の隙間が極めて小さいため、溶接ワイヤを追加する必要がありません。代わりに溶接法が使用されます。溶接が完了した後の質感は非常に美しく、研磨の必要はありません。これにより、効率が向上するだけでなく、製品の表面品質も向上します。さらに重要で重要なことは、この小さなギャップ部品の溶接では収縮がなく、部品の変形がほとんどなく、追加の成形プロセスが必要なく、技術的要件を一度で満たせることです。
中厚板板金加工の解析
構造設計では、異なる厚さの材料を接続するために R アングルを曲げるときに溶接方法に遭遇することがよくあります。 R 値が比較的大きく、溶接フィラーの量が多いため、大量の熱と収縮変形が発生します。通常、ライトアングル溶接をフラットバット溶接に変更するなど、部品構造を変更することで、図4に示すように中厚板の精密加工が完了します。
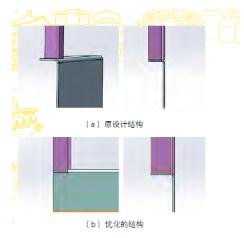
図4 構造最適化の比較

構造にはメリットとデメリットの比率があります。最適化の後の段階で溶接を実現するのは簡単です。溶接による変形が非常に小さく、研磨の必要がありません。表面の外観は滑らかで美しいため、効率が向上し、コストが削減されます。
板金曲げ加工により中厚板の溶接加工も可能です。板厚は8mm、材質は両面伸線加工です。当初の設計要件は、側板を溶接することでした。構造変更後は図5に示すように溶接が曲げ加工に変更されました。
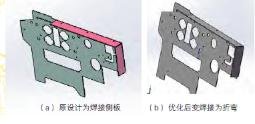
図5 中厚板の工程改善
変更された構造の比較:
1) 加工技術がシンプル、高効率、低コスト。
2) 板金構造部品を理解した後は、細部に注意を払う必要があります。たとえば、溶接作業中、R 角度の移行は比較的小さいため、この場合はより美しく見えます。しかし、8mmの板金を曲げる場合、R角が大きすぎて曲げトン数も大きくなります。そこで、有限要素強度解析を行った上で改善処理を行いました。具体的な状況を図 6 に示します。
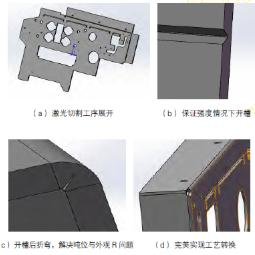
図6 最適化された部品
結論
同社の新製品開発においては、上記のプロセスが広く活用され、顕著な成果をあげています。当社の技術工程と加工方法は他社を大きく上回り、中厚板金属の精密加工の課題を解決しました。実際、板金業界と他の関連業界の実務者は、技術の広範な適用を促進するために協力し、同時に板金中厚板加工技術が進歩し続けるために問題に対するより良い解決策をまとめる必要があります。










暂无评论内容