

板金加工の四大工程の一つであるプレス(シャーリング)は基本的な加工カテゴリーの一つです。それによって加工された部品や製品は産業や生活のいたるところで目にすることができ、すでによく知られています。板金加工の四大工程には折り曲げ(圧延)も含まれます。溶接は板金加工の四大工程の一つでもあります。表面処理も板金加工の4大工程のひとつです。板金加工においては、接続方法としてリベット打ちも重要な役割を果たします。

図1 ウェスチングハウス通信機器のリベット部品

図2 ラジアルリベッティング装置とリベッティング工程
リベット留めの場合、図 1 に示すように、特別な装置と金型を使用してリベット部品に力を加え、リベット部品を完全に圧縮された状態にするか、ワークピースに埋め込み、それによって剛性と垂直性を確保します (図 1 を参照)。一般的に見られるリベッティングには、ラジアル リベッティングと振動リベッティングが含まれます。ここでは、図2に示すような、当工場で一般的に行われている共通部品の一般的なリベッティング工程であるラジアルリベッティングについて、注意点や生産管理のポイントについて簡単にお話します。
プレスリベット打ち工程の選択と注意点
⑴ リベット底穴のサイズは、一般または特殊機器のマニュアルおよび標準部品に従って厳密に設計する必要があります。母材の材質や厚み、カシメ部の型式、要求される強度などを総合的に考慮する必要があります。実際に底穴を加工する際には、ブランキングやレーザーカットなどの前工程が一般的です。表 1 は、金型のブランキングとレーザー切断の 2 つのプロセスを比較しています。
表 1 型抜きとレーザー切断の 2 つのプロセス

より高いリベッティング品質とより大きなバッチが必要な部品の場合は、ニーズに応じて金型をカスタマイズし、リベッティングの方向を考慮し、リベッティング底穴を作成するためのプレスプロセスを優先することをお勧めします。前のプロセスが曲げに関連している場合は、リベット留めの下の穴が曲げ線 (上記) 内にあるかどうかを考慮する必要があります。このような場合には事前に小穴を加工する必要があります。曲げたり伸ばしたりした後、設計されたサイズに小さな穴をドリルまたはリーマー加工する必要があります。
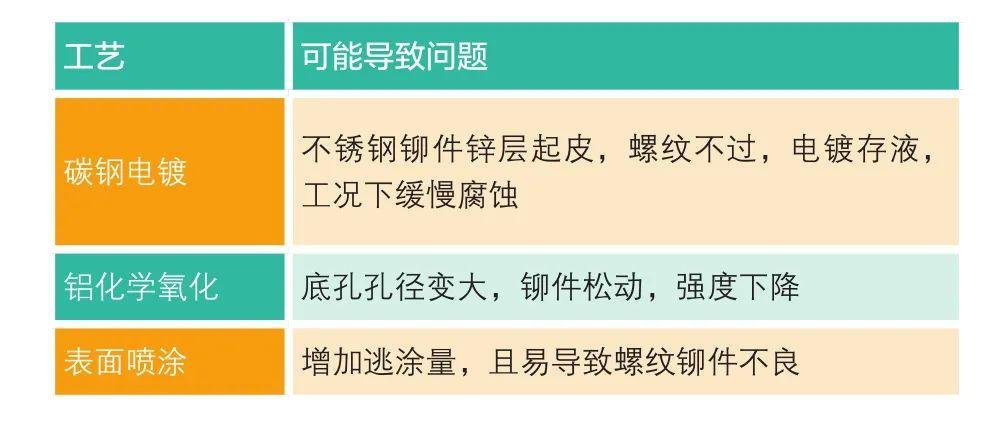
プレッシャーリベット加工を選択する際は、必ず実機ののど深さ、上下ブラケットの形状等を参照し、作業が可能かどうかを確認してください。また、通常、リベット打ち工程は表面処理工程(電気めっき、化学酸化、スプレー等)の後に行う必要があります。リベッティング作業を先に行ってから表面処理を行うと、表 2 に示す問題が発生することがよくあります。

表 2 表面処理の違いによって生じる可能性のある問題
⑶ 母材の厚みが1.5mm以下のものやリベッティング強度が要求される一部の特殊品については、リベッティング後に溶接補強が必要となります。溶接補強が必要な場合は、溶接補強への悪影響を軽減するために、リベット留め部品として非亜鉛メッキ部品を使用することをお勧めします。
リベット締め作業時の注意事項
リベット留めプロセスの操作に関する一般的な要件は、適切な圧力パラメーターを選択することです。これは、機器または標準部品のマニュアルに記載されているリベット締め圧力を参照することができます。単位換算に誤りがないように注意する必要があります。適切な上型と下型を選択し、正しいリベット留め部品を選択し、治具を合理的に使用し、安全上の注意に注意を払う必要があります。また、実際に工場で生産を行う際には、以下の3つの運用指針を共有する必要があります。
リベッティングがしっかりしているかどうかは、リベッティング部分と部品の母材との間に隙間がないか、皿リベッティング部分ではリベッティング後のリベッティング位置に段差がないかを手で触って確認することで判断することがよくあります。このような全数自主検査作業が必要です。さらに、材料の表面が硬いことを考慮して。亜鉛メッキ板、ステンレス鋼板、低炭素鋼板の順に圧力が低くなります。したがって、実際の加工時に、リベットの材質に応じて圧力パラメータを事前にわずかに調整することができます。脱落の危険性があるリベット留め部品については、溶接と補強の技術要件を事前に顧客に伝える必要があります。
⑵ リベット締め作業は一度で完了してください。リベット締めは 2 回行ってはなりません。修理が必要な脱落リベットの数、特に表面硬度が高い部品の数を減らす必要があります。修理するとリベット歯や母材が損傷します。元の部品を修理する必要がある場合は、リベット留めした後に溶接と補強を行う必要があります。
表 3 一般的なリベット締め干渉の問題
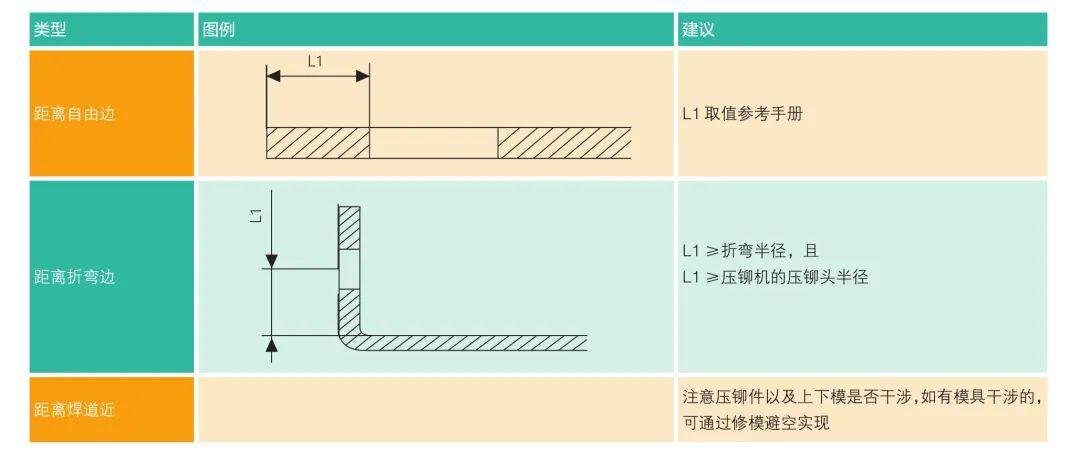
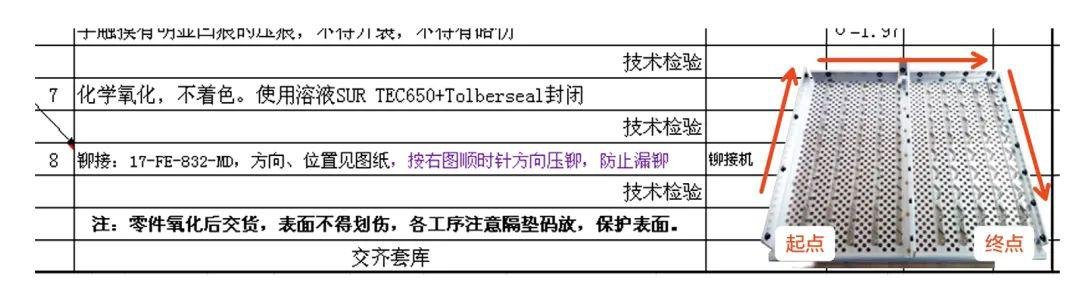
図3 プレスリベット締結シーケンスの操作手順
⑶ リベッティング後の技術検査には、破断トルクをランダムに検出できる基礎的な検査技術が必要です。条件が満たされている場合は、破断力を同時にランダムにテストする必要があります。最初の部品検査と技術的な抜き打ち検査、およびリベッティングプロセスの合格は、オペレーター自身の検査に置き換えることはできないため、この作業は効率的に実行する必要があります。
その他リベット締結時の注意事項
リベッティングの位置と隣接する曲げエッジ、または線、外縁、溶接ビードとの間に干渉がないか注意してください。これはリベッティングの品質やアセンブリの外観に影響します。一般的なリベット締め干渉の問題を表 3 に示します。
⑵ 同じコンポーネントに複数のリベット標準部品があり、同様の部品がある場合は、リベット部品の混合や誤用を避けるために、それらすべてを同じ機械に配置して操作しないようにしてください。同時に、同じ仕様のリベッティング部品が多数ある部品については、リベッティングの漏れを防ぐために、作業中にリベッティング順序を標準化する必要があります。リベット締めシーケンスの操作手順を図 3 に示します。
リベッティングプロセス中に、オペレータが食事中である場合、または担当者がポストを離れることになるシフト変更がある場合は、加工済みのワークピースと未加工のワークピースが互いに混ざらないように、作業面を「きれいにする」必要があります。
⑷ リベッティング位置の近距離に穴がある場合は、リベッティング後、材料の押し出しによる穴の変形がないか確認する必要があります。ネジやナットをリベット留めする場合は、リベット留め後に貫通端と停止端を検出するためにねじゲージを使用する必要があります。
結論
以上は、筆者が実際に板金製造・加工におけるリベット打ち工程で遭遇したよくある問題と、その中で培った経験である。実際、一部の工場では、自動ローディング機構とリベット締めプロセスの一部の自動化が実現されています。自動化されたソリューションを通じて、人的エラーの問題を大幅に回避できます。ただし、自動化の適用の程度には違いがあります。コスト、テクノロジー、製品の種類、タイプ、バッチサイズなどの要因は、リベット締めプロセスの自動化ソリューションの実現に大きな影響を与えます。手動操作が使用されるか、半自動または完全に自動化された生産ソリューションが使用されるかに関係なく、上で要約した内容の一部が読者の出発点として役立つことを願っています。

著者について
バイ・フイジエ
技術品質部門のマネージャーで、主に板金製品の品質管理と生産工程における関連管理業務を担当しています。この業務に従事しながら、機械加工部門の運行管理も担当しています。彼は、機械工学協会が発行する産業エンジニア認定資格と、中国品質協会が授与するシックス シグマ グリーン ベルト認定資格を持っています。
——『板金と生産』2020年3号より抜粋









コメントなし