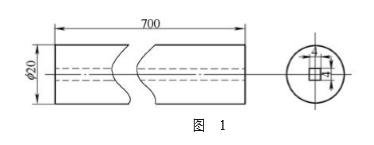

弊社がお客様の部品を加工する際、長さ700mmの白鋼にワイヤーカットのネジ穴を加工し、その後ワイヤーカットで中央に四角い貫通穴を加工する必要があります。このような部品は図1に示すように超長尺部品となり、通常のスルーホール加工方法は適しません。前加工はワイヤーカットスルーホールなので放電加工が可能です。

部品分析
この部品は白鋼製で、外径 20 mm、長さ 700 mm、硬度 60 ~ 70HRC です。長さが比較的長く、内部に4mm角の穴を加工する必要があるため、一般的に使用される穴あけやフライス加工は適用できず、使用するしかありません。ワイヤーカット加工の場合、まず中心に1~2mmのワイヤーカット穴を前加工し、その後ワイヤーカットとワイヤーカットを利用して部品内部に4mm角の穴をあけます。ワイヤー穴加工の際、部品両端の穴位置と外周円との同軸度が1.2mm以下であることが必要です。
この部分を放電加工する場合は、中空の銅電極を使用して穴あけ加工を行います。この電極の直径は2mm、長さは約1mです。電極径が細く剛性が低いため、加工時にぐらつきや曲がりが発生しやすくなります。深穴加工の場合、電極の延長長さが長くなり、正確な位置決めや直線送り加工ができなくなります。そのため、深穴加工時に電極の中心位置がずれないように、電極ガイド装置を用いて電極の送り方向を位置決めし、電極自体の強度を高める必要があります。一般的に使用されている電極ガイド装置はガイドを1つだけ備えており、工作機械本体とワークとが離れた場所に設置されています。ワークのセンタリング時に正確な位置決めができません。電極が長くなりすぎると、電極の送り方向を固定できなくなり、電極が中心位置から早期にずれてしまう可能性があります。
2. ツーリングの設計
上記課題を解決するために、弊社ではガイド装置を考案しました。放電加工機の深穴加工に適したガイド装置です。正確な電極位置決めを行うことができ、この位置決めに基づいて深穴加工を実行します。これにより、放電加工パンチングマシンの加工範囲を効果的に拡大できます。
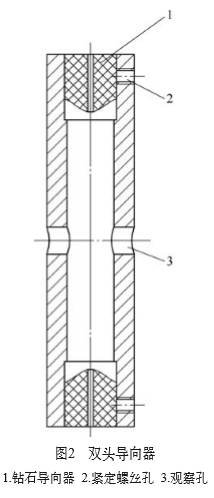
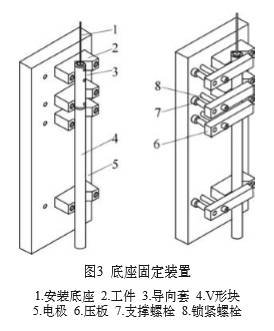
電極ガイド装置には、ベース固定装置と両端ガイドスリーブが含まれています。放電加工パンチャーの両頭ガイドスリーブは図2に示すとおりです。ガイドスリーブ本体と両端に取り付けられたダイヤモンドガイドを覆っています。図 3 は、取り付けベース、V 字型サポート ブロック、プレッシャー プレート、およびロック サポート ボルトを含むベース固定装置を示しています。取付ベースにはV型ブロックを固定するための取付穴と位置決め穴、加工対象のワークを取り付けるための取付穴と位置決め穴Vが設けられています。形状ブロックは、ボルトと位置決め穴を使用してベースに固定して取り付けられます。ガイド。袖に向かって置きます。 2つのV字ブロックと呼ばれるベースプレートの上端に、中心位置を見つけた後、押さえプレートを使用して固定します。ベースプレートの下端には、ワークを固定するために取り付けることができる V 字型のブロックやその他の固定装置が配置されています。
この電動スパークパンチングマシンのガイド装置は、構造が簡単で操作性が良く、低コストで耐久性にも優れています。このガイド装置は、「2 つの点が直線を決定する」という数学の定理に基づいています。ダブルヘッドガイド装置は、電極を正確に位置決めして直線に送り、電極の剛性を向上させ、放電加工の要件を効果的に満たし、放電加工機の加工安定性を向上させ、深穴加工時に電極が正確な直線送りを維持できるようにします。使用時は、ワークのガイドとV字ブロックを中心を合わせて底板に取り付けるため、ワークを取り付ける際の中心位置が分かりやすく、正確な位置決めが容易です。
3. 使用加工
図 2 に示す EDM ガイド装置に関連して、V 字型ブロックはボルトとベース取り付け位置決め穴を通してベースにしっかりと取り付けられます。ガイドスリーブはベースの上端のV字型ブロック上に配置され、プレッシャープレート、固定ボルト、サポートボルトを介してV字型ブロックに固定されます。ワークはV字ブロックに位置合わせされ、ガイドスリーブの中心に位置合わせされ、プレッシャープレートを介してガイドスリーブの下端に固定されます。ガイドスリーブとプレッシャープレートは着脱可能な構造となっているため、ガイドスリーブとワークとの距離を調整したり、ベース下端を他のワークに交換して穴あけ加工が可能です。

図4に示すように、加工中、電極はまずガイドスリーブを通過し、電極とワークピース間の正確な位置を確保するためにV字型ブロックを調整してから、加工操作を開始できます。ガイドスリーブは両端に2重の位置決め装置を採用しているため、ワーク加工時に電極の加工方向を正確に位置決めでき、電極の剛性や直進送りの安定性も向上します。要約すると、加工中に電極が揺れたり曲がったりすることがないため、加工効率が効果的に向上し、深い小さな穴の加工の問題が解決されます。 V字型のブロックは底板に均一に固定設置されており、その中心が一致しています。そのため、ガイドスリーブとワークを取り付ける際の中心位置合わせが容易となり、加工中の電極の位置決めや直線送りを正確に維持するという目的を達成できます。

この工具で部品を加工した後に製造された部品 (この部品は図 5 に表示されます) は、入口端と中心位置の間に偏差があり、出口端と中心位置の間にも偏差があり、中心位置から両端間の距離はわずか 0.8 mm です。この距離は、プロセスに必要な最大偏差距離が 1.2 mm であるという条件を完全に満たすことができます。
4. 結論
このガイド装置を使用することで、一般的な深穴放電加工における電極強度不足や偏芯の問題を解決できます。 V型ブロックの採用により、ガイドスリーブとワークが同一基準となり、中心位置を自動検出します。異なる直径の小穴を加工する場合は、対応するガイドスリーブを交換し、固定装置を取り付けるだけで済むため、放電加工パンチャーの加工範囲が広がります。












No comments