

まず、工作機械とワーク(プラス電極とマイナス電極)の間で放電が発生します。 EDM は、余分な金属を除去するために電食に依存しています。この原理に基づいて、ワークのサイズ(形状)や外観品質を加工する方法が形成されます。これが放電加工の動作原理です。
下の写真を見てください。ワークピースと電極はスパーク マシンの 2 つの異なる電極に接続されています。
電極の加工には、通常、銅、黒鉛、銅タングステン合金、モリブデンなど、導電性が良く、融点が高く、加工が容易な耐電食材料が必要です。加工の際、製品とともに工具電極が消失しますが、その消失量は被削材金属の侵食量よりも少なく、0に近く無視できます。
クーラントは吐出媒体として使用され、加工時の冷却や切りくず除去などの役割を果たします。冷却剤の要件は、灯油、脱イオン水、エマルションなど、粘度が比較的低く、引火点が比較的高く、安定した媒体であることです。

2 つの電極間にパルス電圧を加えた後、ワークと電極の間に適切なギャップがある場合、電流によってワークとツール電極の間の冷媒が破壊され、接続された放電チャネルが表示されます。
吐出路は瞬間的に高温となり、ワーク表面を溶解、さらには蒸発状態に至ります。同時に冷媒も蒸発し、放電ギャップ内で急速に熱収縮し、爆発します。ワーク表面のごく一部が侵食されて飛び散り、最終的には巨大な電食ピットが現れます。
パルス放電が終了したら、冷却液が再び絶縁状態に戻るように安全な距離に戻ります。このように、ワークと工具電極にはパルス電圧が繰り返し作用します。上記の反応プロセスが継続し、ワークの表面が徐々に侵食されていきます。
サーボマシンは工具電極とワーク間の絶対距離を継続的に調整して自動送りを実現し、必要なサイズを満たす部品が加工されるまでパルス放電が正常に動作できるようにします。
1.放電加工
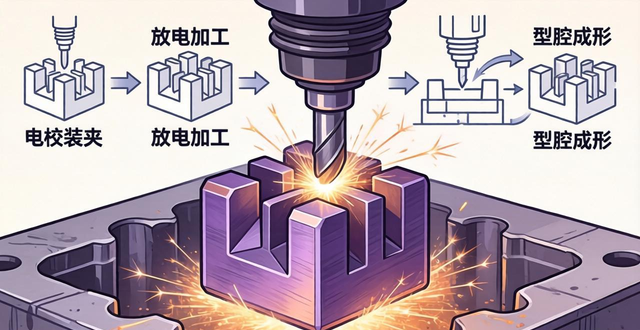
ツール電極は通常、銅またはグラファイトからなる成形電極です。製造可能な任意の形状にすることができます。加工後に得られる形状が対応するキャビティです。
![图片[3]-放電加工の種類:放電加工、ワイヤーカット、原理は1分で解ける-大連富泓機械有限公司](/wp-content/uploads/2026/03/1774635045749_5.gif)
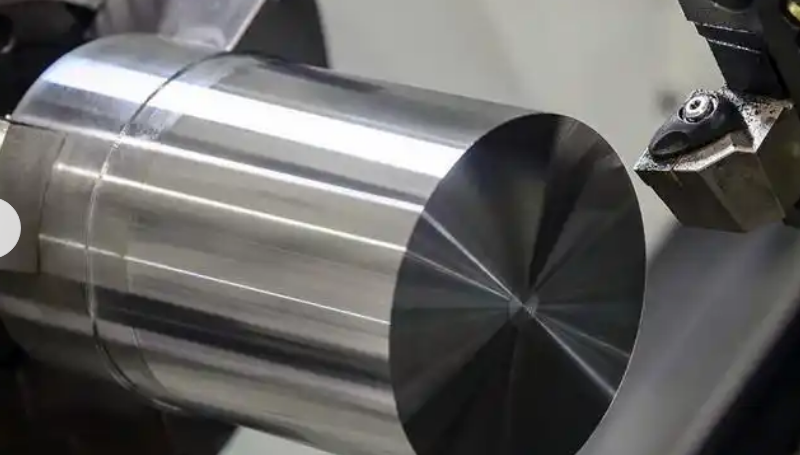
2. ワイヤー放電加工加工
ワイヤ放電加工には、低速ワイヤ切断、中速ワイヤ切断、高速ワイヤ切断といういくつかの種類があります。線径は0.1mm~0.3mmの電極線を使用しております。柾目の表面部品の加工に使用されます。このような部品には、パンチ部品や凹型の金型穴が考えられます。










No comments