
自動車産業の継続的な発展に伴い、国内企業の力は徐々に増大しており、自動車部品加工は柔軟な製造とインテリジェントな製造に向かって進んでいます。クランクシャフトの生産ラインのほとんどは、特殊な工作機械に接続された CNC 旋盤で構成されています。自動ラインには旋盤、研削盤、転造盤、バランシングマシン、研磨機、クランクシャフトシリーズ専用機などの先進設備を揃えております。これらの装置は、メインジャーナルおよびコネクティングロッドジャーナルのCNC旋削および研削およびその他の加工作業を実行できます。現時点では、柔軟性の高い加工を実現し、高い生産性を維持しながらより多様な部品を生産できることが期待されています。工作機械の搬入出作業にトラス型マニピュレータを使用した記事です。マニピュレータは各CNC工作機械と通信できるため、生産ライン全体の加工プログラムを選択し、迅速な生産変更を実現できます。
CNC工作機械でのプログラミング
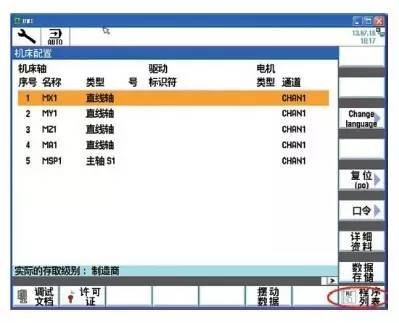
クランクシャフトCNCフライス加工端面穴あけセンター穴工作機械から判断すると、プラットフォームとしてドイツのSiemens 828Dシステムが使用されています。この工作機械では、PLCから呼び出される加工プログラムテーブルは非表示の状態になっています。この非表示状態では、アクティブ化する前にパラメータを設定する必要があります。アクティベーション手順は次のとおりです。
USER (USER をアクティブにするプログラムのリスト)
(有効化されたプログラムのリスト)
FACT (アクティブ化されたプログラム リスト)
上記の 3 つの権限を持つプログラムに対応して、最大 255 のプログラムをプログラム テーブルに配置できます。
ユーザー1~100 1
101~200 2
201~255 3
図 1 に示すように、プログラム呼び出しテーブルを作成します。
図1
プログラムを選択することで、図 2 から図 4 に示すように、呼び出したいプログラムを直接選択します。
図2
![图片[1]-トラスロボットを使えば、工作機械の積み下ろしのマスターはもう心配する必要はありません。-大連富泓機械有限公司](/wp-content/uploads/2026/02/1770746778427_2.jpg)
図3
図4
PLCが呼び出す処理プログラムの選択を図5に示します。
図5
PLCを使用して加工プログラムテーブルのプログラムを選択します
PLC 側のインターフェース信号を図 6、図 7 に示します。このうち、D B1 7 0 0 の DBB 1 0 0 0 の 7 が選択プログラムで、「.」が選択プログラムです。ここでは選択プログラムの権限、つまり USER、、 があり、対応する値はそれぞれ 1 6 # 8 1、1 6 # 8 2、および 16 # 83 です。
![图片[2]-トラスロボットを使えば、工作機械の積み下ろしのマスターはもう心配する必要はありません。-大連富泓機械有限公司](/wp-content/uploads/2026/02/1770746778427_3.jpg)
図6
![图片[3]-トラスロボットを使えば、工作機械の積み下ろしのマスターはもう心配する必要はありません。-大連富泓機械有限公司](/wp-content/uploads/2026/02/1770746778427_4.jpg)
図7
プログラム番号、つまり 101、102 のような番号の選択は、プログラムのステータスを表示し、エラー コードを表示するという特定の目的に使用されます。デバッグプロセスは、PLC アプリケーションプログラムで、最初に呼び出したいプログラム番号をインターフェイスに送信します。このインターフェイスは特殊であり、プログラムが選択されて開始されます。このように、特定の操作を行った後、操作ステップは.7になります。プログラムは図 8 のようになります。このうち、値 130、つまり 16#82 が特定の位置に割り当てられます。この特定の位置は . で表され、プログラムが特定のレベル、つまりレベルにあることを意味します。 102 は別の特定の位置に割り当てられます。この特定の位置は . によっても表され、プログラム番号 102 のプログラムを表します。
図8
工作機械とトラスロボット間の通信
工作機械からマニピュレータに与えられる信号は次のとおりです。
1 Q88.0 工作機械には欠陥がない
2 Q88.1 工作機械材料要求信号
3 Q88.2 工作機械アンロード要求信号
4Q88.3 工作機械ドア開度位置検出
5 Q88.4 クランプリリース定位置検出
6 Q88.5 クランプ定位置検出
7 Q88.6 工作機械メンテナンスアプリケーション
8 Q88.7 プログラムの選択は正しいです
ロボットから工作機械への信号は以下のとおりです。
9 I89.0 ワークタイプ 1
10 I88.0 ワークタイプ 2
11 I88.1 排出爪が所定の位置にクランプされている
12 I88.2 ロボットのロードが完了しました
13 I88.3 ロボットのアンロード完了
14 I88.4 マニピュレータの安全位置
15 I88.5 ロボットにアラームがありません
16 I88.6 ロボットの位置変更
17 I88.7 ハンギングバスケットのドアが所定の位置で閉じられている
I/O 通信の場合、工作機械側のロード手順は次のとおりです。
①工作機械に材料がありません。材料 Q88.1=1 をロードしてください。
②ロボットが受け付けると、安全な位置に戻ります。このとき、負荷 I88.4 は 1 に等しく、機械のドアは開いており、Q88.3 は 1 に等しくなります。
③工作機械のクランプが緩んだ状態になっている。このとき、Q88.4 の値は 1 となり、マニピュレータは I88.6 の値が 1 になるまで給油位置に向けて下降します。工作機械にクランク軸の姿勢を確保するための固定ブラケットが装備されている場合、マニピュレータは直接安全位置に戻ることができます。
④工作機械治具クランプ Q88.5=1.
⑤マニピュレータは安全な位置まで後退し、積載完了信号を出力します。信号は I88.2 と呼ばれ、その値は 1 です。その後、工作機械がドアを閉じて動作を開始します。
I/O 通信の場合、工作機械側でのアンロード手順は次のとおりです。
①工作機械に材料があるので、Q88.2=1を降ろしてください。
まず、マニピュレーターは関連する指示を受け入れ、次に荷降ろしのための安全な位置に来ました。このとき、I88.4=1となり、機械ドアが開き、Q88.3=1となります。
③ マニピュレータを放し、材料交換位置 I88.6=1 まで降下します。
④ロボットはI88.1=1をクランプし、Q88.4=1でクランプを緩めます。
⑤マニピュレータが安全な位置に退出し、工作機械がドアを閉めて動作を開始します。
⑥送りステップへ一周します。
I/O 通信の場合、工作機械側のメンテナンス手順は次のとおりです。
オペレータが工作機械パネル上のメンテナンス依頼ボタンを手動で押すことにより、工作機械は工作機械のメンテナンスを依頼する。このとき、Q88.6 は 1 に等しい状態にあり、マニピュレータは工作機械上のゴンドラ ドアを閉じるように促す信号を送信します。ゴンドラドアが閉まり、検出信号が定位置状態に変化すると、工作機械側ドアの安全ドアロックが解除され、工作機械のメンテナンス作業が可能になります。
②の場合は、サイドを閉じた後、再度手動で工作機械パネルのメンテナンス依頼ボタンを押すと、工作機械は工作機械のメンテナンス依頼をキャンセルします。このとき、Q88.6は0となり、ゴンドラドアは自動的に開く方向に移動します。
I/O通信の場合、工作機械側の安全インターロックを図9~図13に示します。 ここで、図9のQ5.3は工作機械にアラームがないこと、I5.3はマニピュレータにアラームがないこと、M4.2はプログラムの選択が正しいこと、M100.0はマニピュレータが工作機械に入る条件を意味します。図 10 では、I8.7 は材質検出を意味し、.DBX0.0 は M コードのロードを意味し、Q5.4 はロードによって与えられる信号を意味します。図 11 で言えば、I8.7 は材質検出、.DBX0.1 は除荷 M コード、Q5.5 は除荷により与えられる信号を意味します。図 12 では、 。 .0はNCKチャンネル信号M80からのロード状況を意味し、I115.7はリセット信号状況を表し、I5.0はロボットハンドロード完了を意味し、M100.1はロボットのフィード読み取りが禁止されていることを意味します。図 13 において、..1 は NCK チャネル信号 M81 からのアンロードステータスを示し、I115.7 はリセット信号ステータスを示し、I5.1 はロボットアンロードが完了したことを示し、M100.2 はロボットアンロード読み出しが禁止されていることを示します。
![图片[4]-トラスロボットを使えば、工作機械の積み下ろしのマスターはもう心配する必要はありません。-大連富泓機械有限公司](/wp-content/uploads/2026/02/1770746778427_6.jpg)
図9
図10
図11
図12
図13
結論
現在、その生産ラインは正式に生産・稼働しており、年間生産能力は国Ⅳおよび国Ⅴエンジンのクランクシャフト15万本、追加生産額は1億2,000万元となっている。自動車産業の急速な発展に伴い、CNC工作機械の自動化とインテリジェンスに対する要求が高まっています。より高度になるにつれて、当社の工場で設計された工作機械は、治具の柔軟性と加工手順のワンクリック選択の使用に依存して、迅速な製品交換生産を実現します。これにより、製品品質の安定性、一貫性、均一性が保証されるだけでなく、作業者の労働強度が軽減され、労働生産性が向上します。











暂无评论内容